😱 The Lost Job: How Machinists Would Carve Steel Sith 1/1000th Precision Using Only Manual Lathes 😱 – HTT
The Lost Job: How Machinists Would Carve Steel with 1/1000th Precision Using Only Manual Lathes
In the world of manual machining, precision is paramount.
To put this into perspective, consider that a human hair measures about 30 thousandths of an inch in thickness.
For the American manual machinist of the mid-20th century, that was a massive margin of error.
These skilled craftsmen worked in tenths, creating slices of steel ten times thinner than a human hair, using machines that weighed as much as a draft horse.
This was no job for the timid; it required standing just inches from a spinning cast iron chuck that could strip flesh from bone in an instant, inhaling air thick with sulfur and ozone, and manipulating hot steel by hand.

Machinists were not merely operators of machinery; they were artisans whose senses served as their primary instruments.
From the drive shafts of naval destroyers to the tractor axles that fed the nation, nothing moved unless these men performed their duties with precision.
But how did they achieve such microscopic perfection using only hand wheels and human intuition in an era devoid of digital readouts and computer automation? The answer lay in every small town in America, in the back of repair shops that smelled like rotten eggs and rang with the hiss of shearing steel.
When a tractor axle snapped during harvest, when a printing press gear stripped and halted the newspaper, or when a hospital pump failed with no replacement available, the broken pieces were entrusted to the machinist.
There was no catalog to consult, no overnight shipping option, and no warehouse stocked with spares.
Instead, the machinist measured the shattered or worn fragments, subtracted the damage, and deduced what the part had been when new, carving a replacement from raw steel.
These craftsmen were the fixers of the mechanical age, the last line of defense between a functioning society and paralysis.
Railroad repair shops called upon them when a locomotive connecting rod cracked.
Farm equipment dealers brought in gearboxes stripped of their teeth.
Industrial plants showed up with bearing housings worn oval from decades of use.
The machinists didn’t just fix what broke; they reverse-engineered it from the wreckage, often without documentation and sometimes relying solely on their memory of what the part had looked like before it failed.
If you’ve ever walked into a machine shop, you might remember the distinct smell—a cocktail of sulfur, oil, and hot metal that signaled this was where broken things came back to life.
The physical space itself was purpose-built for punishment.
The best shops laid their floors with end grain wood blocks soaked in creosote or oil, which absorbed the shock of dropped tools.
A 10-pound wrench falling from chest height wouldn’t shatter on wood the way it would on concrete.
These wooden blocks were easier on a machinist’s legs after 12 hours on their feet.
In contrast, smaller job shops made do with oil-soaked concrete, often covered in duck boards—wooden slat mats near machines to keep boots out of the swarf, the fine metal shavings that accumulated like industrial snow.
Lighting in the shops evolved over the decades.
In the 1920s and 30s, they relied on natural light from large sawtooth roof monitors facing north to avoid direct glare.
By the 1950s, buzzing banks of fluorescent tubes became standard, but they introduced a dangerous phenomenon: the flicker of the lights could match the RPM of a spinning cutter, creating a stroboscopic effect where the tool appeared stationary while actually rotating at lethal speed.
More than one machinist reached for what looked like a stopped spindle, only to learn otherwise.
Entering the shop on a Monday morning meant confronting what machinists called the “Monday morning stink.
” Over the weekend, the machines sat idle, and the weeping oil—the lubricant leaking from precision rails—floated to the surface of the coolant sumps, sealing the water-soluble fluid from oxygen.
In that airless environment, anaerobic bacteria thrived, metabolizing sulfur compounds and releasing hydrogen sulfide gas.
The resulting smell of rotten eggs filled the bay, a contaminant that turned every Monday into an olfactory assault.
The first task was often skimming the bacterial film or adding biocides, though in the 1940s and 50s, the solution was usually just to open the bay doors and endure the stench until the pumps reoxygenated the fluid.
But that sulfur smell never truly left; it was the baseline scent of the trade, derived from the heavy cutting oils used for threading steel.
When the heat of the cut broke down those sulfur compounds, the smell intensified, clinging to clothes, car interiors, and living room furniture.
Machinists’ wives learned to have their husbands undress in the garage.
The shift didn’t begin when the machines started running; it began at 6:45 AM when the machinist walked through the door and performed what amounted to a physical examination of the equipment.
The first breath told them if anything had gone wrong overnight.
A hydraulic leak smelled different from a coolant leak, and both smelled different from the Monday bacterial bloom.
They walked the shop with their hands, touching surfaces, feeling for vibrations, checking for the telltale warmth of a bearing that had been running hot.
The chronology was dictated by physics and biology: cold metal needed to warm, stiff joints had to loosen, and the human body required coffee, but the machines needed oil first.
Before the first chip could be cut, the machinist performed a ritual older than most of the apprentices watching.
Manual lathes from this era relied on total loss lubrication systems, where oil was fed to a bearing and never recovered, eventually dripping to the floor.
Walking the length of a South Bend lathe with a pump oiler, the machinist located the Gits oil cups—small brass reservoirs with spring-loaded caps—and filled them with non-detergent spindle oil.
They forced grease into the grease fittings on the lead screw bearings using a grease gun, feeling the resistance as the old lubricant was displaced.
The most critical task involved the ways—the precision-ground inverted V-shaped rails that the carriage rode on.
Cast iron is porous, and a single humid night could cause flash rusting, a fine orange fuzz that had to be scrubbed away with oil-soaked rags before applying a fresh film of way oil, a tacky lubricant designed to cling to vertical surfaces and prevent metal-on-metal contact.
Skipping this step would result in a dry screech that indicated the ways were scoring themselves, destroying the precision ground into them decades before.
Precision demanded thermal stability; a cold spindle had different dimensions than a hot one because steel expands with heat.
For high-precision work on a machine like the Monarch 10E, a 3,000-pound monument to American manufacturing, the machinist would run the spindle at moderate speed for 15 to 30 minutes, bringing the headstock up to operating temperature.
In unheated shops during winter, some machinists left a 60-watt bulb burning inside the lathe cabinet overnight to prevent the cast iron from contracting, which would throw off the alignment between the headstock and tailstock.
The machine had to awaken before work could begin.
By 8:00 AM, with the machine thermally stable and the ways properly lubricated, the real work commenced.
The machinist turned to the blueprint—physical drawings, not files.
Cyanotypes in the early era and white prints later, all covered in a film of oil by day’s end.
The drawing might show a bolt hole circle with six holes equally spaced around a flange.
There was no digital readout to show coordinates, no computer to calculate positions.
The machinist pulled out shop math, calculating x and y coordinates using sine and cosine functions, scratching the numbers on a scrap of paper with a pencil stub.
For complex geometry, they’d break out the layout fluid—Dykem, a deep blue or red translucent lacquer with a sharp chemical smell of toluene and acetone.
They’d paint the raw steel and then use a carbide scribe to scratch precise reference lines into the dye.
The scribed line caught light, creating a visible target, but the layout work was merely the map.
Actually cutting to those lines required a different kind of navigation entirely.
On a manual milling machine, cutting that bolt hole circle meant what machinists called the “two-handed dance.”
The left hand turned the X-axis hand wheel, and the right hand turned the Y-axis hand wheel.
By varying the speed of each hand relative to the other, they traced a curve.
It was a motor skill acquired over years, akin to playing a musical instrument.
The machine had no memory, no trajectory planning; the curve existed solely in the operator’s muscle memory.
Setting up the work required a level of tactile judgment that bordered on the supernatural.
A part mounted in the chuck had to run true, spinning without wobble.
Beginners used hammers to bang a casting into alignment, while experts employed lead or brass hammers, tapping gently and feeling the part shift by half a thousandth with each strike, watching the dial indicator needle until it swept less than 5 ten-thousandths of an inch.
Runout beyond that would render the finished part eccentric and useless.
It may sound absurd to use cigarette rolling papers to set up a three-ton machine, but it was the industry standard.
Rolling papers were consistently 1,000th of an inch thick, and machinists used them as precision shims.
To touch off a cutting tool against a part without scratching it, they’d slip a paper between tool and metal, advance the tool until it pinched the paper, then withdraw the paper and zero the dial.
The paper shim provided a known starting point without marring the work, achieving precision through an understanding of the machine’s imperfections.
The cutting tool itself was often made in the shop.
High-speed steel tool bits came as blanks—rectangular bars that had to be ground to shape on a pedestal grinder.
The machinist would hold the blank against the spinning wheel, watching the sparks fly, smelling the burning metal, and feeling the heat build in their fingers.
The tool had to have the correct clearance angles: too shallow, and it would rub rather than cut; too steep, and the edge would crumble.
Getting it right required experience and feel.
A properly ground tool bit possessed specific geometry—rake angle, relief angle, and a cutting edge sharp enough to shave arm hair but robust enough to withstand impact.
The material being cut dictated everything.
Cold-rolled steel was gummy and prone to tearing if the tool wasn’t razor-sharp, requiring slow feeds to keep the cutting edge fresh.
Cast iron, on the other hand, was brittle, abrasive, and always cut dry without coolant, producing clouds of black graphite dust that left machinists with a distinctive appearance and filled shops with an earthy smell.
Brass machined beautifully but created needle-like chips that flew great distances, embedding themselves in clothing and skin.
The roughing operation was a violent affair.
Engaging the power feed locked the half nuts onto the lead screw, driving the cutting tool through steel automatically.
The goal was blue chips—curls of metal emerging from the cut glowing dark blue, indicating temperatures around 600°F.
Steel changes color with heat: straw yellow at 400°, purple at 540°, and blue at 600°.
Blue chips indicated that heat was being carried away in the waste metal rather than remaining in the workpiece, which would cause expansion and ruin the dimensions.
The machinist stood just outside the plane of fire, listening intently.
A steady hiss, like frying bacon, indicated a sharp tool and a good finish, while a low-frequency rumble or high-pitched squeal signaled chatter—regenerative vibration that would leave the surface looking like corduroy and ruin the part.
Feed rate mattered as much as speed.
Too slow resulted in long stringy chips, known as bird’s nests—razor-sharp tangles that wrapped around the chuck and became slashing hazards.
A bird’s nest could whip around and lacerate an arm or, worse, catch clothing and pull the operator toward the spinning chuck.
Experts ground a chip breaker groove into their tool bits, a small notch that snapped chips into tight spirals—what they called sixes and nines for their shape—that fell harmlessly to the floor.
As the part approached its final dimension, the automatic feeds were disengaged.
The last few thousandths of an inch were removed by hand, turning the hand wheel and feeling the resistance.
This tactile feedback allowed the machinist to detect hard spots in a casting, areas where the metal was denser, or sense when the tool edge was dulling before it catastrophically failed and gouged the work.
However, every manual machine had backlash—slop in the lead screw where turning the handle didn’t immediately move the table.
On a worn machine, that dead zone could be 20 thousandths of an inch.
If a machinist overshot a dimension and tried to back up, the table wouldn’t respond until the slack was taken up.
They had to reverse the handle a full turn to disengage, then come forward again, feeling for the pressure side of the thread.
Achieving precision meant compensating for imperfection with every move, carrying a mental map of exactly how sloppy the machine was and where.
The backlash wasn’t uniform across the travel; a machine wore where it worked most.
The center of the bed, where 90% of operations happened, might have 20 thousandths of slop, while the ends, rarely used, retained the original 30 thousandths from the factory.
An expert machinist knew their machine’s wear pattern the way a driver knows the dead spots in their car’s steering.
They adjusted instinctively, their hands compensating before their conscious mind registered the need.
Beginners often stopped the machine frequently to measure with a micrometer, trusting the reading blindly.
Experts measured less often because they learned to feel the drag of the micrometer spindle on the part, detecting tenths of a thousandth by pressure alone.
They held the micrometer with an insulated pad to prevent body heat from expanding the tool and throwing off the reading.
To a carpenter, a millimeter is precision; to a machinist working in tenths, that was just Tuesday.
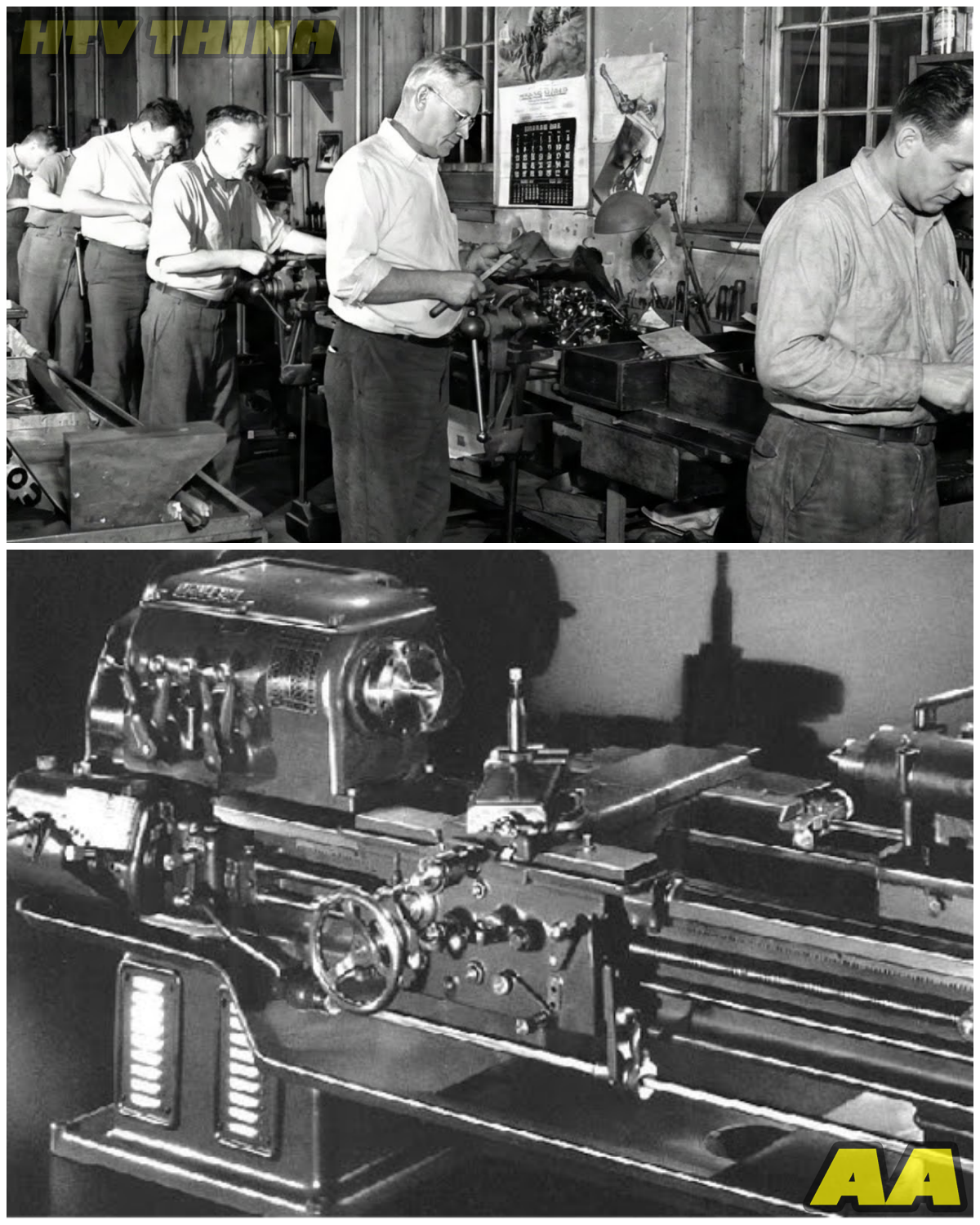
The machines themselves were monuments.
The South Bend 9-inch lathe was the ubiquitous workhorse found in nearly every Navy ship, vocational school, and small-town repair shop in America, weighing up to 2,200 pounds when created.
It was driven by a flat leather belt running from an electric motor to cone pulleys on the headstock.
Changing speeds required lifting the motor assembly with a tension lever and physically shifting the belt to a different step.
The belt joiner, a metal clip holding the belt ends together, would slap against the pulley with a rhythmic “wap wap whap,” increasing with spindle speed—a sound every apprentice learned to read.
Belt slippage on a heavy cut produced a screaming protest, and machinists would apply belt dressing, a sticky tar-like compound, to increase grip, bringing their hands within inches of the intake nip where fingers could be pulled in and crushed.
The Bridgeport Series, the vertical milling machine introduced in 1938, revolutionized the trade in ways that are hard to overstate.
Before the Bridgeport, milling machines were massive fixed-head beasts that required the work to be positioned under the cutter.
The Bridgeport introduced a sliding ram and turret head, allowing the cutter to be positioned at any angle.
A machinist could tilt the head, rotate the ram, and reach complex geometries that would have required multiple setups on older equipment.
However, that versatility came with a cost; the head had to be trammed square to the table before precision work.
The process involved mounting a dial indicator to the spindle and sweeping it across the table surface, then adjusting the head bolts to bring the variation under a tenth of a thousandth across the full travel.
A Bridgeport out of tram would cut tapers instead of flats.
The tramming process could take 30 minutes, and vibration from rough cuts could knock it out again, forcing a re-tram.
It was the price of flexibility.
At the other end of the spectrum stood the Monarch 10E, a machine so precise that its spindle runout was guaranteed to be under 40 millionths of an inch.
Introduced in 1946 at a cost of over $4,000—equivalent to three new cars—it featured a works-in-a-drawer drive system that used vacuum tubes to rectify AC current to DC, allowing infinite variable speed control without shifting gears.
It was a marvel of the electronic age, and being trusted with the Monarch was the ultimate mark of status in the shop hierarchy.
However, no amount of machine precision could overcome the physics of heat.
Steel expands with temperature at a predictable rate, but in shops without climate control, the temperature could swing from 50°F in the morning to 90°F by afternoon.
A shaft machined to exact tolerance at 7 AM might measure oversized by 2 inches by 2 PM, purely from thermal growth.
The machinist had to chase the tolerance, adjusting cuts as the day warmed, sometimes working in reverse—cutting undersize in the morning, knowing the part would grow to spec as it heated.
The danger wasn’t theoretical; hot chips at 600°F found every gap in clothing.
They’d curl off the tool and land in boot tops, forcing the machinist into a frantic dance, shaking their leg while keeping their hands on the feed handles to prevent the tool from crashing into the work.
They’d drop down collars, lodge behind safety glasses, and bounce off forearms.
The burns accumulated like a service record.
Small circular scars dotted every machinist’s hands and forearms, proof of chips that had landed and been brushed away too late.
Handling raw stock meant constant cuts; fresh-cut metal left burrs—razor-sharp edges that could slice skin with the lightest touch.
Clearing stringy chips by hand, even with the machine stopped, meant grabbing handfuls of steel springs that wanted to cut.
The standard first aid was cyanoacrylate—super glue—squeezed into wounds to seal them shut.
Electrical tape wrapped around fingers kept machinists working.
Blood was common enough that it barely registered unless it was serious.
And then there was the danger that couldn’t be calculated away.
The lathe’s rotating chuck was an indiscriminate predator.
A loose sleeve, a dangling tie, long hair, or even a wedding ring catching on a tool post could lead to disaster.
The machine didn’t care.
Geared down for torque, it would not stall; it would pull.
Entanglement injuries ranged from de-gloving—where the skin was stripped from the hand like a glove—to complete avulsion and fatal crushing trauma.
Machinists removed rings, rolled sleeves tight, and maintained absolute attention because a single moment of distraction could end in what the trade grimly called “red oil”—blood mixing with cutting fluid.
Filing apart while it spun was a common finishing technique, using the lathe’s rotation to smooth a surface.
But if the file handle caught in the chuck jaws, the tool became a spear driven backward by hundreds of pounds of rotational force.
Men were impaled through the shoulder, the groin, or the chest.
The machine didn’t stop until someone hit the brake or the victim’s body weight stalled the motor.
This was the lathe hawk—the nightmare scenario whispered about but impossible to forget once you’d seen the aftermath.
However, danger wasn’t confined to accidents.
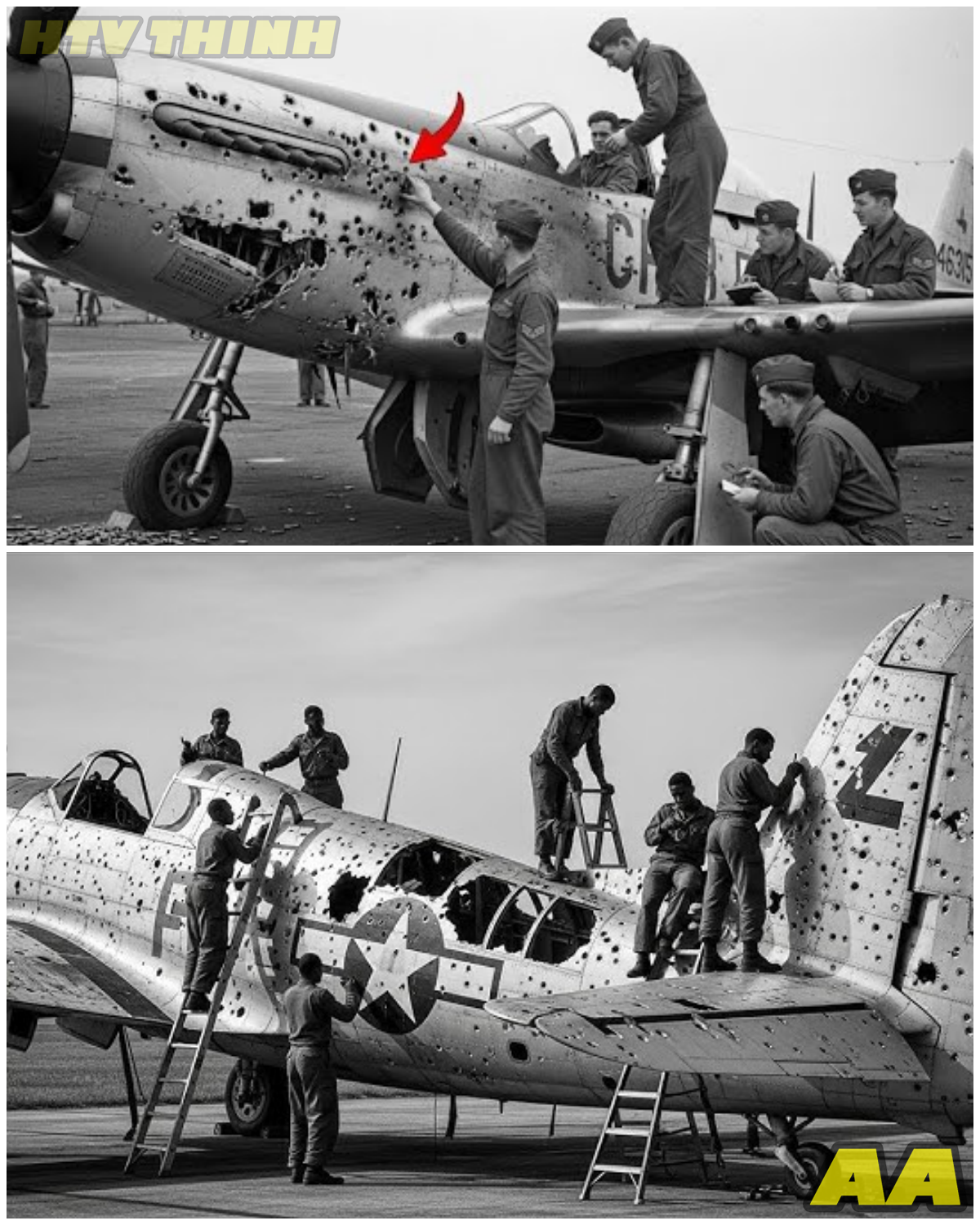
During World War II, machinist ingenuity proved capable of changing the course of battles.
Paul “Pappy” Gunn, a pre-war pilot and mechanic, was trapped in the Philippines when the Japanese invaded.
Consumed by rage and a determination to hit back, Gunn worked in dusty hangars with hand tools and scavenged materials to modify aircraft without authorization or factory blueprints.
He machined mounts to install four .50 caliber machine guns in the nose, replacing the bombardier position, and added four more in blister packs on the fuselage sides.
North American Aviation engineers said it couldn’t work—the weight would throw off the center of gravity and tear the airframe apart.
But Gunn’s modified bombers proved them wrong.
During the Battle of the Bismarck Sea, his modified bombers devastated a Japanese convoy, flying at low altitude and pouring thousands of rounds into ships that had no defense against such attacks.
Gunn had turned medium bombers into aerial gunships through pure machining skill and mechanical intuition.
He understood loads, balance, and stress in ways that factory engineers working from clean blueprints in California could not match in the field.
Bruno Gaido, an aviation machinist’s mate third class on the USS Enterprise, maintained the aircraft engines and guns that kept the fleet airborne.
On February 1, 1942, a damaged Japanese bomber, trailing smoke, attempted a suicide dive into the carrier’s deck.
Without hesitation, Gaido sprinted across the flight deck to a parked Dauntless dive bomber, spun the rear turret, and opened fire with the .30 caliber gun.
He shredded the bomber’s cockpit mid-dive, causing it to crash into the sea just feet from the ship, clipping the tail of the plane he’d commandeered.
He then calmly grabbed a fire extinguisher to put out the burning debris, earning a promotion from Admiral Halsey on the spot.
Gaido’s intimate knowledge of the gun’s mechanism—how to charge it, how to aim it, how to clear a jam—gave him the confidence to act in chaos.
That was the machinist’s edge: understanding the machine so thoroughly that operating it became instinct.
But heroism couldn’t protect them from the slow accumulation of wear and tear.
The real toll wasn’t the spectacular accidents; it was the gradual deposit of the trade into their bodies.
High-speed machining of steel with coolant created a fine mist that hung in the air, turning the shop into a blue-gray haze by afternoon.
Before proper ventilation became standard after OSHA regulations in 1970, that mist was just the atmosphere they breathed.
Cast iron was machined dry, producing clouds of black graphite dust that settled into their skin, creating the characteristic “black pore” look of old machinists.
The dust had an earthy carbon smell that didn’t wash out, and hot chips were a constant torment.
The machinists’ dance involved frantically shaking out a chip while keeping their hands on the controls to prevent a crash.
Before strict enforcement of eye protection, machinists routinely got metal splinters in their eyes.
The particles would embed in the cornea and rust overnight, requiring a doctor to remove them using a magnetic probe.
It was painful, common, and accepted as part of the trade.
The soundscape of the shop was distinct and diagnostic, beyond the hiss of a good cut and the scream of chatter.
The rhythmic thump-thump of a metal shaper pushing its tool back and forth created a hypnotic heartbeat sound that some found soothing compared to the whine of a mill.
An experienced machinist could walk into an unfamiliar shop, close their eyes, and diagnose what was running, what was struggling, and what was about to fail, all from sound alone.
The culture in the shop was hierarchical and unforgiving.
Knowledge flowed from the old-timer to the apprentice through a combination of demonstration, hazing, and hard-earned experience.
An apprentice’s first week involved being sent to find tools that didn’t exist: a left-handed screwdriver, a metric crescent wrench, a bucket of steam, or a board stretcher.
The jokes seemed cruel, but they served a purpose, testing whether the apprentice could think critically, ask questions, and recognize patterns.
Real knowledge transfer occurred at the machine.
The old-timer would place the apprentice’s hands on the handwheel, then cover them with his own, guiding them through a finish pass together.
The apprentice felt the rhythm, the pressure, and the moment when the cutter bit in and when it rode free.
You couldn’t learn that from a book; it had to pass through hands.
The shop had its own vocabulary and social codes.
A machinist who did sloppy work was a “shoemaker” or a “butcher.”
A toolmaker was a title of reverence, indicating someone trusted to work to the highest precision.
The man running the Monarch 10E or the jig borer occupied the top of the hierarchy, while the kid cleaning swarf from the floor was at the bottom.
However, if he paid attention and kept his mouth shut, he could climb.
The economic reality was complex.
In 1950, a machinist earned between $1.70 and $2.00 per hour, translating to an annual income of $3,500 to $4,200.
A new house cost $7,500, and a new Ford cost $1,500.
A single income could support a family, buy a home, and purchase a car—a level of purchasing power that seems almost fictional today.
The machinist occupied a solid middle-class status, respected for a skill that couldn’t be faked.
But that respect had to be defended.
An old-timer working in his shop on a Sunday received a farmer carrying a shattered cast iron sprocket, desperate to get his tractor running for Monday’s work.
The machinist spent hours welding, machining, and hand-filing the part back to perfection.
When he asked for $20, a fair price for emergency weekend work, the farmer balked at the cost for what he perceived as “just a little metal work.”
The machinist said nothing; he walked to the vice, placed the sprocket in the jaws, picked up a sledgehammer, and destroyed it, handing the fragments back.
“Now go find someone else to fix it on a Sunday.”
It was about respect for the skill, not just the transaction.
The culture had its own codes.
A “government job” or “G job” was shop slang for a personal project done on company time using company materials.
Machinists would repair car parts, build tools for home workshops, and make toys for their children—all on the clock, all technically theft, but universally practiced and tacitly accepted as a perk of the trade.
The skill required was setting up a stealth fixture that could be stripped from the machine in seconds if a foreman approached.
“Ghosting” meant returning the machine to its production setup before the next shift arrived, leaving no evidence.
Piecework created its own pressures, as machinists in production environments were financially incentivized to bypass safety protocols.
Guards were removed, chips were cleared with bare hands while the spindle ran, and parts were filed at dangerous speeds—all to shave seconds per piece.
The faster you worked, the more you earned, but the risk accumulated with every shortcut.
The weight of responsibility sometimes exceeded anything the machinist expected.
On April 10th, 1963, the nuclear submarine USS Thresher imploded during deep diving tests, killing all 129 men aboard.
The investigation revealed the likely cause: a silver-brazed pipe joint that failed under pressure.
The joint had been inspected and approved, but the brazing was defective.
Someone in a shop working under production pressure had passed work that wasn’t good enough.
The disaster haunted the trade, forcing the creation of the “subsafety program,” which instituted absolute quality control standards for submarine construction.
No longer was “good enough for government work” actually good enough.
Every machinist working on submarine components knew that their error could kill an entire crew.
The culture shifted from “get it done” to “get it right or don’t sign off.”
The phrase “dead nuts” took on lethal significance; a part that was almost perfect could kill people.
Millions of men worked in tens of thousands of shops across the country, keeping the arsenal of democracy running during the war and maintaining the industrial base afterward.
They weren’t celebrities; they didn’t give speeches.
They showed up, breathed the sulfur, wore the scars, and made the parts that kept everything else moving.
What began to disappear in the 1960s wasn’t just a job category; it was a way of knowing.
Numerical control machines appeared, reading instructions from punched paper tape.
The machinist’s role split; some became programmers while others became operators who loaded parts and pressed cycle start.
The tactile connection to the material was severed.
A CNC operator doesn’t feel the cutter dulling; they hear it break.
The feedback loop that once ran through human hands now runs through lines of code.
What remains today exists in pockets.
The old machines didn’t vanish overnight.
South Bend lathes and Bridgeport mills still exist, often restored by hobbyists who’ve discovered the satisfaction of manual work.
Online communities share knowledge about restoring vintage equipment, scraping ways, and replacing worn parts.
The machines outlasted the industrial context that created them.
Hand scraping—the art of creating perfectly flat surfaces by manually removing metal in controlled scrapes—remains a specialty craft.
High-end machine rebuilders employ scrapers who can generate surfaces flat to within millionths of an inch using nothing but a scraper blade, layout dye, and a surface plate.
The process is meditative and exacting.
A skilled scraper can feel a high spot of half a tenth under their blade.
The work takes weeks for a single machine bed, but the result surpasses what any machine can generate.
It remains proof that the most precise surface must come from human hands.
But the institutional knowledge—the mentorship of the old-timer teaching the apprentice how to feel a 5 ten-thousandth fit, how to distinguish the groan of a dull tool from the squeal of chatter by pitch alone—has been broken.
The hazing rituals, like sending an apprentice to find a metric crescent wrench or a bucket of steam, seem silly until you understand they were tests of pattern recognition and confidence.
The trade was as much about cultivating judgment as it was about teaching technique.
What remains are the artifacts: hand-scraped ways on vintage machines, their fish-scale patterns catching light like a holographic checkerboard.
Each half-moon mark placed by a craftsman with a scraper creates microscopic pockets to hold oil.
The flattest surfaces in the world weren’t made by machines; they were made by hand.
A paradox proving that the most precise surface must be generated by something imperfect.
A machine cannot reproduce its own accuracy; only a human hand can create the master.
The machinist worked in a constant state of compensation, achieving precision not because the machine was perfect, but because they knew exactly how imperfect it was.
They were the error correction algorithm, processing feedback through sound, touch, vibration, and heat.
The work demanded a synthesis of brute force and microscopic delicacy, manipulating cast iron wheels with one hand while sensing vibrations measured in tenths of a thousandth with the other.
It required standing in the sulfur and the heat, breathing the mist, accepting the burns, and showing up the next morning to do it again.
Because when the infrastructure broke, someone had to fix it, and no one else could.
That capability—carving steel to tolerances thinner than a fraction of a human hair using machines full of slop and backlash, guided only by feel and sound—represented a peak of human-machine integration that we’ve traded for consistency and speed.
Whether we’ve gained more than we’ve lost depends on what you value: the certainty of 10,000 identical parts or the knowledge that one person could make anything.