June 7th, 1940.
Chrysler headquarters, Highland Park, Michigan.
The telephone call lasted exactly 7 minutes, but those seven minutes would fundamentally reshape modern warfare.
William Canudson, President Franklin Roosevelt’s newly appointed Commissioner of Industrial Production, posed a question that seemed absurd on its face.
Can Chrysler build tanks? The man on the receiving end, KFman Thumacella, chief executive of Chrysler Corporation, answered with brutal honesty.
I don’t know.
I’ve never seen one of these things.
At that moment, the United States Army owned exactly 66 medium tanks.
Nazi Germany had deployed over 3,000 panzas across Europe in little more than a year, crushing Poland in 26 days and France in 6 weeks through coordinated armored warfare.
America’s entire tank force could have been destroyed before lunch on any given day of the Blitzkrieg.
The mathematics of defeat were writing themselves in blood across European battlefields.
What neither Canudson nor Keller knew was that their conversation would trigger the most profound industrial transformation in military history.
Within 9 months, Chrysler would accomplish what military arsenals had never achieved.
tanks, those 30-tonon monsters that required months of skilled craftsman labor, would roll off assembly lines like automobiles, one every 55 minutes at peak production.
The process would shatter every assumption about military manufacturing and prove that American industrial genius could weaponize production itself.
The challenge began with a fundamental problem.
In June 1940, the United States ranked 19th in military power behind Portugal.
The nation’s army had more horses than tanks.
The Ordinance Department, responsible for weapons development, operated under production methods unchanged since the First World War.
Tanks were assembled by hand in government arsenals.
Each one a custom creation requiring specialized craftsmen.
The Rock Island Arsenal in Illinois could produce perhaps three medium tanks per month, working at full capacity.
Each tank took 12 weeks from raw materials to battlefield readiness.
Germany’s Panza production followed similar craft methods, but benefited from years of covert rearmament.
By 1940, German manufacturers delivered 1,400 tanks annually across multiple factories.
Britain, despite mechanizing faster than America, managed only 1,000 tanks yearly.
Every major military power viewed tanks as sophisticated weapon systems requiring master craftsmen, specialized facilities, and months of careful assembly.
Keller hung up the phone and immediately called his chief engineer, Be Hutchinson, along with Frank Zeda, Chrysler’s vice president of engineering.
The three men gathered in Keller’s office within the hour.
They faced an impossible proposition.
The army wanted 1,000 medium tanks.
They wanted them in less than 18 months.
And they wanted Chrysler to build a factory, design production methods, and deliver finished vehicles starting from absolute zero knowledge of tank manufacturing.
Hutchinson’s first question cut to the heart of the problem.
What’s the current production time for a tank? Zeta had done his research.
Rock Island Arsenal builds 3 M2A, one medium tanks per month, 12 weeks per unit, skilled craftsmen throughout, hand fitted components.
Hutchinson did the mathematics immediately.
At that rate, 1,000 tanks would require 277 years of production.
The army needed them in 18 months.
Keller’s response would define the entire program.
We don’t build tanks the army’s way.
We build them our way.
If they want a thousand tanks in 18 months, they need to accept automobile production methods, which means we need to see what we’re building.
Within days, the trio visited Rock Island Arsenal.
They watched as workers hand fitted armor plates, adjusted track tension by eye and experience, and custom machined parts to account for tolerance variations.
The current production model was the M2A1 medium tank, a 19 ton vehicle mounting a 37 mm gun.
Each tank required approximately 8,000 individual components, all manufactured to loose tolerances that required skilled fitting during assembly.
No two tanks were identical.
Keller recognized the fundamental problem immediately.
This isn’t manufacturing, it’s sculpture.
Every part depends on the craftsman’s skill.
You can’t scale this.
You can’t train new workers fast enough.
And you certainly can’t produce a thousand tanks in 18 months.
The trio returned to Detroit and convened what they called the tank committee, a secret working group that would solve the impossible problem.
The committee included Owen Skelton, Chrysler’s chief production engineer, along with specialists in tooling, metallurgy, and logistics.
They worked from a commandeered conference room at the Highland Park facility, meeting daily, often through the night.
Their breakthrough came from reversing the fundamental question.
Instead of asking how to build tanks faster, they asked how to build tanks differently.
Skelton articulated the insight.
An automobile is 2,000 lb of steel, rubber, and glass assembled from 5,000 parts.
We make 3,000 of them per day at Highland Park.
A tank is 30,000 of steel assembled from 8,000 parts.
The only difference is what we’re assembling.
This reframing changed everything.
If a tank was simply another mechanical assembly, then automobile production principles could apply.
But this required completely reimagining tank manufacturing from first principles.
Every component would need redesigning for mass production.
Every assembly sequence would need re-engineering for line work and every quality control step would need to shift from craftsman judgment to measurable specifications.
The committee analyzed the M2A1 design and discovered that 60% of production time went to custom fitting and adjustment.
Parts manufactured to military arsenal tolerances varied so widely that assembly required constant adaptation.
Hutchinson proposed the revolutionary solution.
We manufacture every component to automobile tolerances.
Then they fit together without adjustment.
This seemed impossible to military engineers.
Tank components faced stresses exceeding automobile parts.
Precision manufacturing at automotive tolerances would require new tooling, new suppliers, and new quality control methods.
But the total production time would plummet.
A tank requiring 500 man hours of assembly time with hand fitting could drop to perhaps 150 man hours with precision components that simply bolted together.
Skelton took the concept further.
If we’re treating this like automobile production, we need an assembly line, not a series of workstations where craftsmen gather around a stationary tank.
A moving line that brings work to stationary workers, each performing a specific operation.
By November 1940, the committee had produced what they called the Chrysler method for tank production.
Every major component would be manufactured to precision tolerances using automotive machine tools.
Armor plates would be standardized and interchangeable.
The hull would be welded using production jigs rather than hand fitted.
The turret would mount on standardized rings.
The drivetrain would use as many existing automotive components as possible.
And final assembly would occur on a moving line with specialized workstations.
Keller presented the Chrysler method to the Army Ordinance Department in November 1940.
The military engineers were skeptical, bordering on hostile.
Automotive tolerances were insufficiently robust for combat vehicles.
Moving assembly lines would create quality control problems.
Welded armor was inferior to riveted construction.
And the proposed production rate of 10 tanks per day was fantasy.
Keller had one irrefutable argument.
You need 1,000 tanks in 18 months.
We can deliver them.
Can anyone else? The ordinance department could not answer that question affirmatively.
In late November 1940, Chrysler received an unprecedented contract.
The army would pay for construction of a purpose-built tank factory.
Chrysler would design, equip, and operate the facility.
The contract came with one additional requirement.
The army insisted that the new facility be designed by Albert Khn, the Detroit architect who had revolutionized factory design.
Kahn’s previous work included the Ford Highland Park plant and the River Rouge complex, facilities that had enabled automobile mass production at unprecedented scale.
Albert Kahn was 71 years old in 1940, a German Jewish immigrant who had arrived in Detroit in 1881 at age 11.
He had never attended architecture school, learning his profession as an apprentice.
By 1940, his firm Albert Khn Associates employed 600 architects and engineers and had designed 19% of all architect designed industrial factories in the United States.
Kahn’s genius lay in treating factories as machines themselves.
His designs maximized natural light, optimized material flow, and created column-free spaces that allowed flexible production layouts.
He pioneered the use of reinforced concrete, which allowed larger open floors and faster construction than traditional steel frame buildings.
When Keller approached Kahn about the tank arsenal in early July 1940, he laid out requirements that seemed incompatible.
The facility needed to be massive enough to house a complete tank assembly line plus component manufacturing.
It needed to be built in months to meet the April deadline.
It needed to be bombresistant and it needed to be convertible to civilian production after the war ended.
Kahn accepted the commission and threw his entire firm at the problem.
Teams worked 18-hour days producing drawings for what would be called the Detroit Arsenal tank plant.
The main building would measure 1.
25 million square ft under one roof, making it one of the largest industrial structures in the world.
The design incorporated 3-ft thick concrete walls in critical areas, thick enough to survive bomb hits.
The roof would be reinforced with steel trusses designed to deflect bomb blasts away from windows and ventilation systems.
The facility’s layout embodied the Chrysler method.
A main assembly line would run the length of the building nearly a/4 mile.
Feeder lines would bring major components to the main line at precise intervals.
Machine shops would occupy the northern sections, producing drivetrain components and precision parts.
Welding bays would fill the southern sections where armor hulls and turrets would be fabricated.
The entire design allowed materials to flow in one direction, from raw steel at the west end to finished tanks rolling out the east.
Kahn’s plans included one innovation that military engineers had never considered.
The assembly line would be sunken below floor level, creating a trench approximately 4 ft deep.
Tanks would ride on special carriers in this trench, allowing workers to access the underside without jacks or pits.
This single design choice would save hundreds of hours per tank by making suspension and drivetrain installation far simpler.
On September 9th, 1940, groundbreaking occurred on 113 acres of former farmland in Warren Township, Michigan, just north of Detroit.
The site had been chosen for its proximity to Chrysler’s existing facilities and its access to rail lines.
Construction began immediately and proceeded at a pace that seemed reckless.
Multiple contractors worked simultaneously, racing to pour foundations, erect walls, and install utilities.
Kahn’s use of reinforced concrete allowed rapid construction.
Each section cured enough to bear load within days.
By February 1941, the main building was structurally complete, but far from finished.
Walls were up, but windows weren’t installed.
The roof was complete, but interior systems remained incomplete.
Nonetheless, Chrysler began moving equipment into the facility.
Machine tools arrived by rail and were installed even as construction continued around them.
The most remarkable aspect was the timing.
Chrysler had committed to delivering the first tank by April 1941, but the factory wouldn’t be complete until May at the earliest.
Keller made a decision that would become legendary.
We’ll build the first tanks inside an unfinished building.
This created bizarre working conditions that winter.
Michigan’s climate in February and March is brutally cold with temperatures often below freezing.
The Detroit Arsenal had walls and a roof, but no heating system yet installed and windows still being fitted.
Workers assembled tanks while wearing heavy coats, their breath visible in the frigid air.
The solution was improvised but effective.
A steam locomotive was brought inside the building, its boiler providing heat to the immediate work area.
The image of a steam locomotive inside a factory building belching steam to warm workers assembling tanks captures the sheer determination driving the program.
This wasn’t careful planning.
This was industrial will forcing reality to bend.
Meanwhile, the tank committee was solving technical challenges.
The drivetrain presented the first major obstacle.
The M2A1’s transmission was designed for hand assembly.
Chrysler engineers redesigned it using automotive principles, creating a unit that could be assembled on a dedicated line and installed as a complete module.
The redesign reduced assembly time from 40 hours to four.
The suspension system required similar rethinking.
Chrysler’s engineers standardized every component and created fixtures that allowed preassembly and testing before installation.
A complete suspension bogey could now be built in 2 hours and bolted to the hull in 20 minutes.
The armor hull presented perhaps the greatest challenge.
Traditional tank hulls were riveted together from multiple plates, each rivet requiring hand drilling and installation.
This process took weeks and created weakness as rivets could shear off under impact, spraying deadly fragments inside the crew compartment.
Chrysler proposed all welded hulls.
The army objected strenuously.
Welded armor had never been combat tested.
Welding created heat stress that might compromise armor protection, and welding required skilled operators.
Chrysler countered each objection methodically.
They produced test welds that proved stronger than riveted joints under ballistic testing.
They developed heat treatment processes that eliminated stress concerns.
And they demonstrated that semi-skilled workers could produce acceptable welds after just 2 weeks of training using production jigs that positioned every piece perfectly.
By March 1941, component production was underway.
The tank that would roll out in April would be assembled from parts manufactured in multiple Chrysler facilities and brought to Warren for final assembly.
The engine situation required creative problem solving.
The M2A1 used the Continental R975 radial aircraft engine, a reliable power plant that produced 400 horsepower.
But Continental couldn’t produce engines fast enough.
Chrysler needed an alternative.
The solution came from engineer Harry Wilson.
Chrysler had been developing a new inline six-cylinder engine producing 115 horsepower.
Wilson proposed combining five of these engines into a single power plant.
The concept seemed absurd.
Linking five separate engines to drive a single output shaft created enormous engineering challenges.
But Chrysler engineers loved challenging problems.
Under Wilson’s direction, they created what would become known as the A57 multibank engine.
The A57 used five complete inline six engines arranged in a circular pattern around a central gear case.
Each engine drove a gear that meshed with a central output gear.
The entire assembly produced 425 gross horsepower and 370 net horsepower from 30 cylinders, displacing 1,253 in.
It was bizarre, complex, and completely unprecedented.
It was also brilliant.
The multibank engine solved multiple problems simultaneously.
It used existing tooling and components allowing immediate production.
It required no exotic materials or specialized manufacturing.
And it could be assembled by relatively unskilled workers following clear procedures.
The army hated it on principle, calling it a Rube Goldberg contraption, but they couldn’t argue with the production timeline.
April 12th, 1941, one day before Easter Sunday, the Detroit Arsenal tank plant remained unfinished.
Portions of the building lacked walls.
Windows were absent throughout.
The heating system was still incomplete.
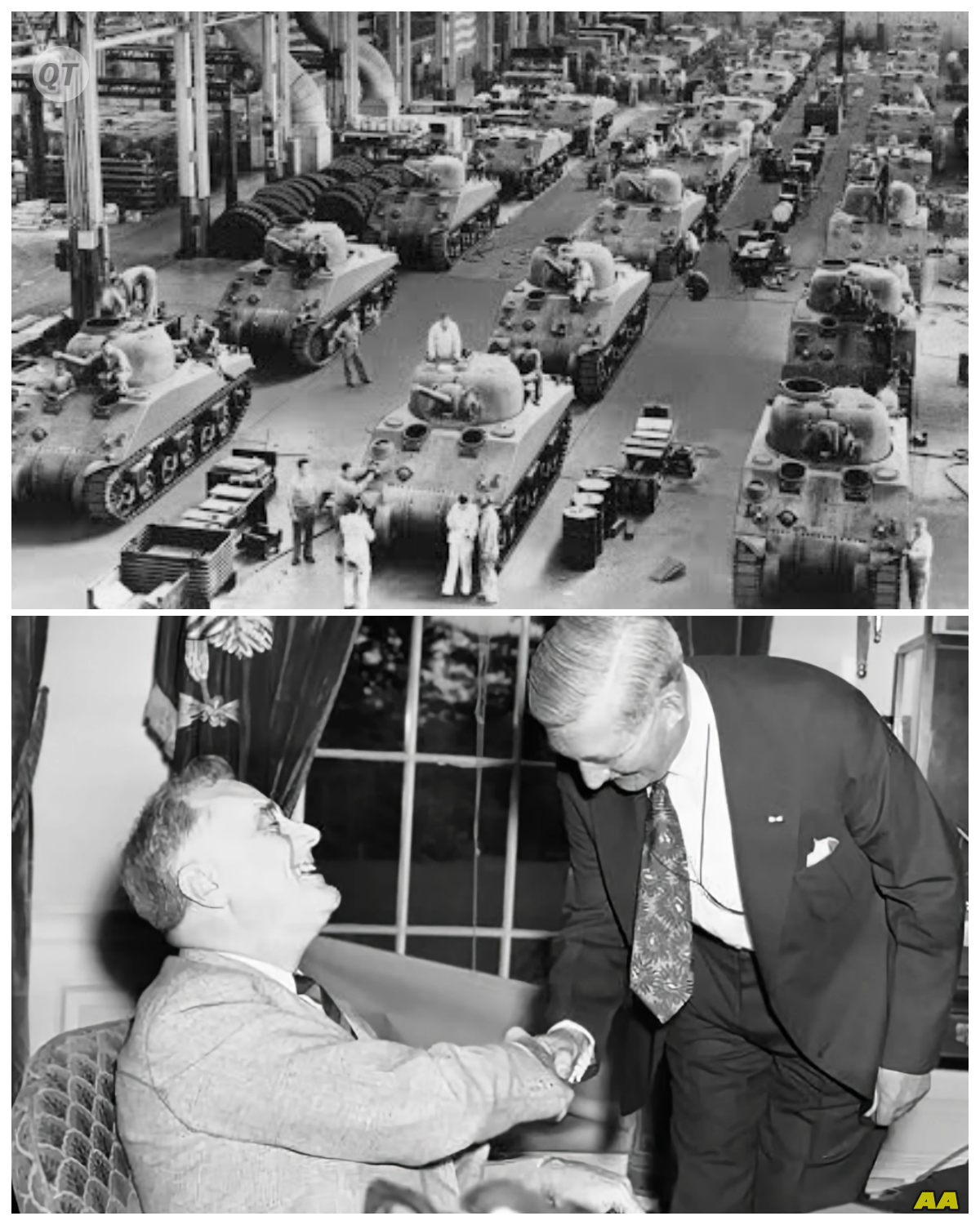
But on the assembly line floor, the first Chrysler built M3 medium tank was complete.
The M3 represented an evolution from the M2A1, mounting a larger 75 mm gun in a hull sponsson and a 37 mm gun in a fully rotating turret.
The design was already obsolescent, a compromise between proven technology and urgent necessity.
But it was the first tank ever produced on an automobile style assembly line.
The formal delivery was marked with appropriate ceremony 12 days later.
On April 24th, 1941, the completed M3 was driven outside the still unfinished factory before a crowd of military officials, Chrysler executives, local politicians, and workers.
Keller rode in the tank as it emerged into the spring sunshine.
The demonstration that followed was designed to impress skeptical military observers.
The 28ton M3 accelerated across the proving ground, smashed through obstacles, fired its weapons, and generally demonstrated that production methods hadn’t compromised combat capability.
A mock-up farmhouse was obliterated when the tank drove straight through it.
What the demonstration didn’t show was more significant.
Behind that one completed tank was a production system unlike anything the military world had ever seen.
The assembly line was now operational.
Component production was ramping up.
Supplier networks were being established and hundreds of workers were learning their specialized tasks.
May 1941 saw production increase to one tank every other day.
By June, one tank rolled off the line daily.
In July, two tanks per day became routine.
Chrysler was simultaneously solving the supplier challenge.
A single tank required approximately 8,000 components.
Chrysler couldn’t manufacture everything in house.
Be Hutchinson led the supplier development effort, traveling throughout Michigan and neighboring states.
His pitch was direct.
We need parts made to these specifications in these quantities on this schedule.
Can you do it? Many suppliers balked at the requirements, but Hutchinson offered something valuable in return.
technical assistance, advanced payment for tooling, and guaranteed contracts.
The supplier network grew throughout 1941, eventually encompassing over 400 companies across 32 states.
A foundry in Pennsylvania produced final drive housings.
Machine shops in Wisconsin made track pins.
A forge in Ohio supplied armor plates.
The workforce transformation paralleled the supply chain development.
In June 1940, Chrysler employed zero workers with tank manufacturing experience.
By August 1941, the Detroit Arsenal employed 5,800 workers, most learning tank assembly from scratch.
Chrysler set up training schools where new workers learned specific operations before moving to the production floor.
A worker assigned to install transmission mounts spent two days practicing on training fixtures before touching an actual tank.
This allowed rapid onboarding with minimal productivity loss.
By September 1941, the Detroit Arsenal was producing four tanks per day.
The M3 medium tank was proving its worth in North Africa.
British units receiving M3s under lend lease nicknamed it the Grant after Ulissiz’s Srant.
They appreciated its reliability, though they criticized its high silhouette and the sponsson-mounted main gun.
Chrysler engineers were already working on the M3’s replacement.
The tank committee had recognized from the beginning that the M3 was transitional.
The sponsson mounted gun limited traverse and made the tank unnecessarily tall.
A better design would mount the main gun in a fully rotating turret.
Working with Army Ordinance Engineers, Chrysler developed what would become the M4 Sherman, the most iconic American tank of World War II.
The M4 used the M3’s basic hull and suspension, but mounted a 75 mm gun in a rotating turret.
The transition from M3 to M4 production demonstrated the flexibility of mass production.
Rather than shutting down to retool, the Detroit Arsenal gradually phased in M4 components while completing M3 contracts.
By February 1942, the line was producing only M4 Shermans.
The M4 Sherman was designed from the start for mass production.
Chrysler engineers influenced every aspect of the design to maximize manufacturability.
The hull used large castings or welded sections that required minimal hand fitting.
The turret was cast as a single piece at specialized foundaries.
The drivetrain used standardized components with interchangeable parts.
Even the tracks were designed for rapid production.
December 7th, 1941 changed everything.
The Japanese attack on Pearl Harbor brought America fully into World War II.
The cautious production ramp up became a desperate race.
The army’s tank requirements exploded overnight.
The thousand tanks that had seemed ambitious in 1940 became utterly inadequate by 1942.
Chrysler responded by accelerating production.
The facility that had produced four tanks per day in September 1941 was producing 12 per day by March 1942.
By July, 18 tanks daily rolled off the line.
The production acceleration required solving countless problems.
Bottlenecks appeared constantly as different operations failed to keep pace.
A shortage of qualified welders slowed hull production until Chrysler established welding schools that graduated 50 trained operators weekly.
Machine tool availability limited component production until Chrysler arranged priority delivery.
Owen Skelton promoted to general manufacturing manager established a system called production expediting.
Teams of engineers monitored every operation on the production floor, identifying bottlenecks within hours and implementing fixes within days.
The culture at the Detroit Arsenal became intensely focused on numbers.
Daily production totals were posted prominently.
Workers knew exactly how many tanks had been completed that day, that week, that month.
Competition emerged between shifts, each trying to exceed the others production totals.
December 1942 saw the Detroit Arsenal achieve what many had claimed was impossible.
In that single month, 896 Sherman tanks rolled off the assembly line and were delivered to the army.
This was 29 tanks per day, a rate that exceeded all other American tank plants combined.
The Detroit Arsenal alone was outproducing the entire German tank industry.
The achievement came from relentless optimization.
The assembly line now operated with mechanical precision.
Tanks moved from station to station every 55 minutes.
Workers had refined their operations through months of repetition.
Suppliers delivered components with such reliability that inventory could be minimized.
Quality control had evolved into a science with inspectors checking dimensions and fit at every stage.
The 896 tank month represented the peak of wartime production efficiency.
While later months saw sustained high production, December 1942 remained the single-month record for the duration of the war.
It demonstrated that tank production had been transformed from craft to industry.
The Detroit Arsenal’s success created demands for its replication.
The army wanted more tank production capacity distributed geographically.
Several additional tank plants were constructed, including facilities operated by General Motors, Pressed Steel Car Company, and Pacific Car and Foundry.
Each plant adopted the assembly line approach and precision manufacturing methods, but the Detroit Arsenal remained unique in its production volume and efficiency.
By wars end in August 1945, the facility had produced 22,234 tanks of various models.
This represented approximately 25% of all tanks built in the United States during World War II.
The tanks themselves evolved continuously.
The Sherman went through multiple variants, each incorporating improvements.
The M4 A1 featured a cast hull.
The M4 A2 used twin diesel engines for improved fuel efficiency in British and Soviet service.
The M4 A3 mounted the Ford GAV8 engine.
The M4 A4 used the Chrysler A57 multibank engine.
Each variant required production line modifications, yet the basic assembly process remained constant.
This flexibility was another advantage.
Craftsman production required rebuilding skills for each design change.
Assembly line production simply required modifying fixtures and updating work instructions.
The Sherman’s reputation has been debated endlessly.
It was inferior to German tanks like the Tiger and Panther in armor protection and gunpower.
Sherman crews faced terrifying odds in direct combat with these heavier vehicles.
But the Sherman had advantages that mattered more in the aggregate.
It was reliable, maintaining operational readiness far better than German tanks.
It was easy to repair with standardized components and well-trained maintenance crews.
And above all, it was available in overwhelming numbers.
The production mathematics told the strategic story.
Germany produced approximately 24,000 main battle tanks from 1939 to 1945.
The Soviet Union built approximately 105,000 tanks in the same period.
Britain managed about 28,000.
The United States, entering large-scale production in 1942, built approximately 88,000 to 90,000 tanks by 1945.
The Detroit Arsenal alone produced roughly one quarter of American output.
But numbers tell only part of the story.
The real transformation was in how tanks were produced.
Before 1940, every major power treated tank manufacturing as specialized military work requiring years of experience and government arsenals.
After Detroit Arsenal, tank production was understood as industrial work requiring engineering skill and production expertise.
This philosophical shift had profound implications.
It meant production could be scaled rapidly by engaging private industry.
It meant workers could be trained in weeks rather than years.
It meant supply chains could be distributed across entire continents.
and it meant production capacity could be maintained even as experienced workers entered military service.
After World War II ended, Chrysler continued operating the Detroit Arsenal under government contract.
Tank production ceased temporarily but resumed with the Korean War.
From 1952 to 1954, the facility produced 3,443 M47 patent tanks.
During the 1960s, it manufactured M60 tanks.
In 1979, it began producing components for the M1 Abrams.
In 1982, facing financial pressure, Chrysler sold its defense division to General Dynamics for $336.
1 million.
General Dynamics continued tank production at the Arsenal until 1996 when consolidation shifted operations to the Lemur Army Tank Plant in Ohio.
The Detroit Arsenal site today hosts the United States Army TCOM Life Cycle Management Command and the Combat Capabilities Development Command Ground Vehicle Systems Center.
A Michigan historical marker commemorates the site’s role, noting that it produced more than 22,000 tanks and proved that American industrial might could be weaponized.
The story’s key figures went on to varying fates.
Kaufman Thuma continued leading Chrysler through the war years, becoming chairman in 1950.
He retired in 1956.
Albert Kahn died on December 8th, 1942, just months after the Detroit Arsenal reached peak production.
His architectural innovations influenced industrial construction throughout the 20th century.
William Kudson served throughout the war as Lieutenant General in the United States Army.
Commissioned January 28th, 1942, the highest rank ever given to someone not already in military service.
He died in 1948.
The Sherman tanks built at Detroit Arsenal served in every theater of World War II.
They landed on Normandy beaches on D-Day.
They fought across France and Germany.
They island hopped through the Pacific with Marine Corps units.
They served in British, Canadian, free, Soviet, and Chinese armies under lend lease.
Many Shermans survived the war and continued in service for decades.
Israel used modified Shermans in the 1967 6-day war and the 1973 Yon Kipur war.
South American nations operated Shermans into the 1980s.
A few remain in running condition today, preserved as monuments to an era when industrial capacity determined military power.
The transformation of tank manufacturing from craft to industry happened because a handful of engineers and industrialists refused to accept conventional wisdom.
They saw no fundamental difference between assembling an automobile and assembling a tank.
Both were mechanical devices built from thousands of components.
Both could be manufactured on moving assembly lines by specialized workers performing specific operations.
This insight, simple in retrospect, was revolutionary in 1940.
It required looking past surface differences to see underlying similarities.
It required engineering courage to redesign military equipment despite military resistance, and it required industrial confidence to commit to production methods that had never been attempted at such scale.
The success of the Detroit Arsenal validated Henry Ford’s earlier insights about mass production while extending them into new domains.
Ford had proved that interchangeable parts and moving assembly lines could produce automobiles at unprecedented volume and low cost.
Chrysler proved these methods could produce instruments of war with equal efficiency.
This possibility transformed World War II’s outcome.
Without mass-roduced tanks, American ground forces would have fought at severe numerical disadvantage.
Britain would have struggled to replace losses.
The Soviet Union benefited from thousands of Americanmade Shermans.
The ability to produce 88,000 to 90,000 tanks in 4 years was unique to American industrial capacity, and roughly a quarter came from a single facility in Warren, Michigan.
The invisible achievement was perhaps greater than the visible one.
The Detroit Arsenal didn’t just build tanks.
It proved a concept.
It demonstrated that private industry could solve government problems faster and more efficiently than government could solve them itself.
It showed that engineering expertise mattered more than military tradition.
It validated the idea that American industrial capacity, if properly mobilized, represented a war-winning advantage.
This validation shaped post-war American strategy.
The concept of maintaining industrial capacity that could be rapidly converted to military production became central to cold war planning.
The idea that American industry could outproduce any potential adversary became doctrine and the relationship between private contractors and military procurement that began with the Detroit Arsenal contract became permanent structure.
The engineers who made the Detroit Arsenal possible were practicing systems thinking before the term existed.
They didn’t just solve individual problems.
They designed an entire system where components, suppliers, workers, assembly processes, and quality control functioned as integrated whole.
Each element was optimized not in isolation but as part of the larger production system.
This systems approach was visible in countless details.
The assembly line’s sunken trench eliminated a bottleneck in undercarriage assembly.
The supplier network created resilience by distributing production across geography and multiple companies.
The training system created a pipeline of skilled labor that could replace losses and support expansion.
Every element was designed to scale.
When production needed to double, the system could absorb that increase by adding shifts, expanding supplier orders, and training more workers.
When new tank variants were introduced, the system could adapt by modifying fixtures and updating procedures.
The ultimate measure of success was efficiency improvement over time.
The first M3 tank built in April 1941 required approximately 500 man hours of labor.
By December 1942, M4 Shermans were being built in approximately 150 man-h hours.
This productivity improvement of more than 300% came from continuous optimization.
Every month, engineers studied production data, identifying operations taking too long or producing defects.
They analyzed why workers struggled with particular tasks and redesigned fixtures or procedures.
They questioned every decision, asking whether there was a faster, simpler, better way.
This culture of continuous improvement borrowed from civilian automotive production was alien to military arsenals accustomed to unchanging procedures, but it was essential to achieving the production volumes that the war demanded.
The financial cost was substantial, but modest compared to output.
The facility’s initial construction cost approximately $20 million.
Equipment and tooling added another $30 million.
By war’s end, total investment exceeded $100 million.
But the 22,234 tanks produced represented a value exceeding $2 billion.
The return on investment was enormous by any measure.
More significant than financial return was strategic value.
The Detroit Arsenal’s production capacity allowed American ground forces to fight with numerical superiority in armored vehicles.
This advantage was crucial in campaigns from North Africa to Germany.
Without the production capacity created at Detroit Arsenal and similar facilities, World War II’s outcome might have been very different.
The story of the Detroit Arsenal is ultimately about seeing possibilities others missed.
When Keller told Canudson he had never seen one of these things, he was acknowledging ignorance but not inability.
Chrysler’s engineers didn’t know how to build tanks, but they knew how to build complicated mechanical assemblies from thousands of components.
This confidence that engineering could solve any production problem was characteristically American.
European manufacturers accepted that tanks were inherently different from civilian products requiring specialized facilities and craftsman skills.
American industrialists saw only machines, all of which could be broken down into components, processes, and assembly sequences.
The Detroit Arsenal validated this philosophy completely.
In 9 months, Chrysler went from zero tank production to delivering finished vehicles.
In 18 months, they were producing tanks at rates that exceeded requirements.
In 3 years, they had delivered more tanks than most nations produced in the entire war.
The engineers and workers who made this achievement possible were ordinary people doing extraordinary work.
They weren’t heroes in the conventional sense.
They didn’t storm beaches or liberate concentration camps, but they built the tools that made those achievements possible.
This democratization of military production was itself revolutionary.
In previous wars, weapons came from specialized arsenals operated by master craftsmen.
Production was limited by the availability of skilled labor.
In World War II, American weapons came from automobile factories and dozens of civilian industries that converted to military production.
The workers were housewives, recent high school graduates, farmers, and shop clerks who learned specific operations and performed them repeatedly.
The Detroit Arsenal was the symbol and proof of this transformation.
It showed that private industry could build military equipment more efficiently than government arsenals.
It demonstrated that production methods developed for civilian goods could apply to weapons of war.
It validated the arsenal of democracy concept and it established that in modern warfare industrial capacity was as important as military strategy.
Today, most people driving past the site have no idea what happened there, but the legacy persists in less visible ways.
The M1 Abrams tank is built using production methods descended directly from those developed at Detroit Arsenal.
Modern military manufacturing relies on private contractors using industrial production techniques.
The integration of supplier networks, precision manufacturing, and assembly line production that Chrysler pioneered remains standard practice.
The transformation from craft to industry that began on those 113 acres in Warren, Michigan, fundamentally changed how nations equip their militaries.
It proved that engineering expertise could solve seemingly impossible problems by refusing to accept conventional limitations.
It showed that production principles could apply to the most complex military equipment.
And it demonstrated that American industrial capacity, when properly mobilized, could produce the tools of victory in quantities that overwhelmed any adversary.
This was the invisible weapon that helped win World War II.
Not superior technology or better tactics or more resources, though all those mattered.
The decisive advantage was the ability to treat war as an industrial problem and solve it with industrial methods.
Kaufman Thummer Keller, answering that telephone call on June 7th, 1940, couldn’t have imagined where his honest admission would lead, but in saying he didn’t know but would figure it out, he articulated the confidence that made victory possible.
The engineers who designed the production system, the workers who operated it, and the suppliers who fed it were all engaged in a collective achievement that changed warfare itself.
They proved that tanks could roll off assembly lines like cars.
They showed that complexity was no barrier to mass production, and they demonstrated that American industrial genius, when challenged, could accomplish what military traditions said was impossible.
The story deserves to be remembered not just for what was produced, but for how production was transformed.
The Detroit Arsenal wasn’t just a tank factory.
It was proof that engineering thinking could solve any problem if the right people asked the right questions, and refused to accept that impossible meant anything more than not tried yet.
The tanks are mostly gone now, scrapped or preserved in museums.
The factory has been largely demolished.
The workers have passed away, but the method remains.
The insight that complicated mechanical assemblies can be mass-produced regardless of their intended purpose survives in every modern factory.
And the confidence that engineering can solve production problems lives on in every industrial designer who looks at a complicated product and asks, “Not can we build it, but how can we build it efficiently, reliably, and at scale?” That question asked and answered at the Detroit Arsenal between 1940 and 1945 changed the world.
It made mass-roduced warfare possible.
It validated American industrial methods as superior to European craft traditions.
It proved that private industry could outproduce government arsenals.
And it showed that when engineers are given impossible problems, they sometimes solve them by refusing to recognize impossibility.
This is why the story matters.
Not because tanks are interesting, though they are.
Not because World War II is important, though it was, but because the Detroit Arsenal represents a way of thinking about problems that remains powerful today.
See the underlying similarities, not the surface differences.
Apply proven methods to new domains, design systems, not just components.
and never accept that something can’t be done just because it hasn’t been done before.
In 9 months, Chrysler went from never having seen a tank to producing them on assembly lines.
In 18 months, they were exceeding all expectations.
In 4 years, they built more tanks than most nations produced in the entire war.
This was possible because engineers looked at a military problem and saw an industrial challenge.
They refused to be constrained by tradition, convention or pessimism.
They solved the problem that remains the most important legacy.
Not the tanks it built, but the proof it provided that engineering confidence, industrial capability, and systematic thinking can accomplish what seems impossible.
When someone says it can’t be done, the right answer is often, “Show me why not, and let’s figure it out.
” That answer applied consistently and confidently built an arsenal that helped save democracy.
News

In a seemingly ordinary gun shop in Eastern Tennessee, Hollis Mercer finds himself at the center of an extraordinary revelation.
In a seemingly ordinary gun shop in Eastern Tennessee, Hollis Mercer finds himself at the center of an extraordinary revelation. It begins when an elderly woman enters, carrying a rust-covered rifle wrapped in an old wool blanket. Hollis, a confident young gunsmith accustomed to appraising firearms, initially dismisses the rifle as scrap metal, its condition […]

Princess Anne Uncovers Hidden Marriage Certificate Linked to Princess Beatrice Triggering Emotional Collapse From Eugenie and Sending Shockwaves Through the Royal Inner Circle -KK What began as a quiet discovery reportedly spiraled into an emotionally charged confrontation, with insiders claiming Anne’s reaction was swift and unflinching, while Eugenie’s visible distress only deepened the mystery, leaving those present wondering how long this secret had been buried and why its sudden exposure has shaken the family so profoundly. The full story is in the comments below.
The Hidden Truth: Beatrice’s Secret Unveiled In the heart of Buckingham Palace, where history was etched into every stone, a storm was brewing that would shake the monarchy to its core. Princess Anne, known for her stoic demeanor and no-nonsense attitude, was about to stumble upon a secret that would change everything. It was an […]

Heartbreak Behind Palace Gates as Kensington Palace Issues Somber Update on William and Catherine Following Alleged Cold Shoulder From the King Leaving Insiders Whispering of a Deepening Royal Rift -KK The statement may have sounded measured, but insiders insist the tone carried something far heavier, as whispers spread of disappointment and strained exchanges, with William and Catherine reportedly forced to navigate a situation that feels far more personal than public, raising questions about just how deep the divide within the royal family has quietly grown. The full story is in the comments below.
The King’s Rejection: A Royal Crisis Unfolds In the grand halls of Kensington Palace, where history whispered through the ornate walls, a storm was brewing that would shake the very foundations of the monarchy. Prince William and Catherine, the Duchess of Cambridge, had always been the embodiment of grace and poise. But on this fateful […]

Royal World Stunned Into Silence as Prince William and Kate Middleton Drop Unexpected Announcement That Insiders Say Could Quietly Reshape the Future of the Monarchy Overnight -KK It was supposed to be just another routine update, but the moment their words landed, something shifted, with insiders claiming the tone, timing, and carefully chosen language hinted at far more than what was said out loud, leaving aides scrambling to manage the reaction as whispers of deeper meaning began to spread behind palace walls. The full story is in the comments below.
A Shocking Revelation: The Year That Changed Everything for William and Kate In the heart of Buckingham Palace, where tradition and expectation wove a tapestry of royal life, a storm was brewing that would shake the very foundations of the monarchy. Prince William and Kate Middleton, the beloved Duke and Duchess of Cambridge, had always […]

Palace Erupts as Prince William Allegedly Demands Sweeping DNA Tests on Royal Children Triggering Panic Behind Closed Doors and Results That Insiders Say No One Was Prepared to Face -KK What began as a quiet directive has reportedly spiraled into one of the most unsettling moments in recent royal history, with whispers of sealed envelopes, tense meetings, and reactions that could not be hidden, as insiders claim the outcome sent shockwaves through the establishment and left long standing assumptions hanging by a thread. The full story is in the comments below.
The Royal Reckoning: William’s Shocking DNA Decision In the hallowed halls of Buckingham Palace, where whispers of scandal and intrigue lingered like shadows, a storm was brewing that would shake the foundations of the monarchy. Prince William, the future king, stood at a crossroads, burdened by the weight of his family’s legacy. The air was […]

Duchess Sophie Launches Covert Investigation After Alleged Shocking Discovery Links Camilla to Mysterious Car Fire Leaving Royal Insiders Whispering of Sabotage and Hidden Motives -KK What first appeared to be a troubling accident has reportedly taken a far darker turn, with sources claiming Sophie was left stunned by what she uncovered, prompting a quiet but determined move to seek answers, as tension builds behind palace walls and questions grow louder about whether this incident was truly random or something far more deliberate. The full story is in the comments below.
The Fiery Betrayal: Sophie’s Quest for Truth The sun dipped below the horizon, casting a golden hue over Buckingham Palace, where secrets simmered just beneath the surface. Sophie, a trusted aide to the royal family, had always believed in the nobility of her duties. But on this fateful day, everything would change. As she drove […]
End of content
No more pages to load






