Picture a mechanic in 1927 lying on his back under a Chrysler sedan, staring up at an impossible problem.
Oil was leaking from the engine, seeping into the clutch mechanism buried deep between the transmission and flywheel.
The car lurched and hesitated.
Drivers complained, and there was no way to fix it.
The bearing that was supposed to align everything was pressed so far inside the drivetrain that you couldn’t reach it with a grease gun.
You couldn’t service it without tearing half the car apart.
It was a nightmare trapped inside a machine.
Carl Brier, Chrysler’s chief engineer, had tried everything.
Tighter seals, they leaked anyway.
Grease packed bearings.
They just attracted more oil.
Every solution created a new problem.
Warranty claims were piling up.
The Chrysler 70, their flagship sedan, was becoming famous for all the wrong reasons.
Dealers were furious, customers were frustrated, and Brier was losing sleep.
Then one night, sitting in his office, surrounded by failed prototypes, Bria had a thought that sounded completely insane.
What if the bearing could carry its own oil? What if you could build a piece of metal that was simultaneously solids enough to hold thousands of pounds of pressure and porous enough to store lubricant like a sponge? It violated everything metallergy textbooks said was possible.
Solid metal didn’t have holes.
Porous metal crumbled under load.
You couldn’t have both.
But Brier couldn’t let it go.
General Motors had already tried making a bearing from compressed copper powder and graphite.
It had shattered like chalk under load.
The industry laughed.
Self-lubricating bearings were a fantasy.
But what if GM had been close? What if the problem wasn’t the concept, it was the execution? Bria picked up the phone and called William Sherwood, a brilliant outside engineer who had been experimenting with something called the cutless bushing.
Sherwood listened to the problem.
He didn’t laugh.
Instead, he said, something that changed everything.
What if we don’t just compress the powder? What if we? The word meant heating metal powder just below its melting point, letting the particles bond without fully liquefying.
It was an ancient technique used for centuries to make pottery.
But nobody had figured out how to make it work with precision metal parts.
The challenge was immense.
Too much oxygen in the furnace and the metal oxidized into worthless dust.
Too much heat and it melted into a solid lump with no paracity.
Too little heat and the particles didn’t bond at all.
Chrysler hired Sherwood immediately.
They paired him with Bill Caulkins, a metallurgist with a gift for understanding how metals behaved under extreme conditions.
The two men disappeared into a laboratory in Detroit and began experimenting.
They mixed powdered copper 88 12% with tin and a tiny amount of graphite 1 12%.
They pressed the mixture into a dye under tremendous pressure, compacting it into the shape of a bearing.
Then came the critical step.
They loaded the compacted part into a furnace and carefully controlled the atmosphere, removing nearly all oxygen.
They heated it to precisely the right temperature.
Not hot enough to melt the copper completely, but hot enough for the tin to liquefy and flow between the copper particles, bonding them into a rigid structure.
When they pulled the part from the furnace and examined it under a microscope, they saw something extraordinary.
The bearing was strong, as strong as solid bronze, but it was filled with microscopic interconnected pores like a metal sponge.
It had about 25% prosty.
But a porous bearing wasn’t enough.
It needed oil.
Sherwood and Caukins placed the bearing into a high vacuum chamber, sucking all the air out of the tiny pores.
Then they broke the vacuum not by letting air back in, but by exposing the part to oil.
The oil rushed into the vacuum, flooding every microscopic cavity in the metal structure.
They followed this with pressure, forcing the oil even deeper.
When they removed the bearing and wiped it clean, it looked completely dry.
But hidden inside that piece of metal was enough oil to last years.
The moment of truth came when they tested it under load.
They installed the bearing in a Chrysler 70 clutch mechanism and ran it for hours, then days, then weeks.
The bearing performed flawlessly.
When friction heated the metal, the oil expanded and seeped out onto the surface, lubricating the contact point.
When the bearing cooled, the oil was drawn back into the pores by capillary action.
It was a self-regulating system, a bearing that maintained itself.
In 1930, Chrysler introduced the invention to the world under the brand name Oilite.
It was revolutionary.
The first year they sold 500,000 bearings.
The next year 2.5 million.
By 1933 they were producing 18 million units annually.
And the technology was making Chrysler a fortune even during the depths of the Great Depression.
Engineers called it the floating power system when they used oil impregnated bronze springs to eliminate squeaking and suspensions.
It worked so well that the technology spread beyond automobiles into water pumps, generators, electric motors, into industrial machinery, anything with moving parts that needed lubrication in places humans couldn’t reach.
But nobody in 1930 could have predicted where this invention would matter most.
Nobody imagined that 15 years later, this strange metal sponge would become the difference between victory and defeat in the sounds of North Africa.
The journey from automotive convenience to military necessity was gradual but inevitable.
Through the 1930s, oilite bearings found their way into increasingly critical applications.
Aircraft manufacturers discovered that centered bearings performed brilliantly in control systems, places where cables and linkages needed to move smoothly under tension, where a seized bearing could mean loss of control and catastrophic failure.
The bearings worked at altitude in freezing temperatures in conditions where conventional grease became useless.
Ship designers incorporated them into steering mechanisms in winches and hoists in auxiliary systems throughout vessels.
The maritime environment was brutal on conventional bearings.
Salt spray corroded metal.
Constant motion and vibration worked grease out of bearing surfaces.
But scined bearings with oil locked inside their structure resisted corrosion and maintained lubrication regardless of external conditions.
Industrial engineers used them in textile mills, in printing presses, in conveyor systems, anywhere dust or contaminants made external lubrication problematic.
Self-lubricating bearings offered an elegant solution.
The technology was spreading, finding niches, proving itself in application after application.
By the time war broke out in Europe in 1939, Cintid metal bearings had become a mature, proven technology ready for their greatest test, June 1942.
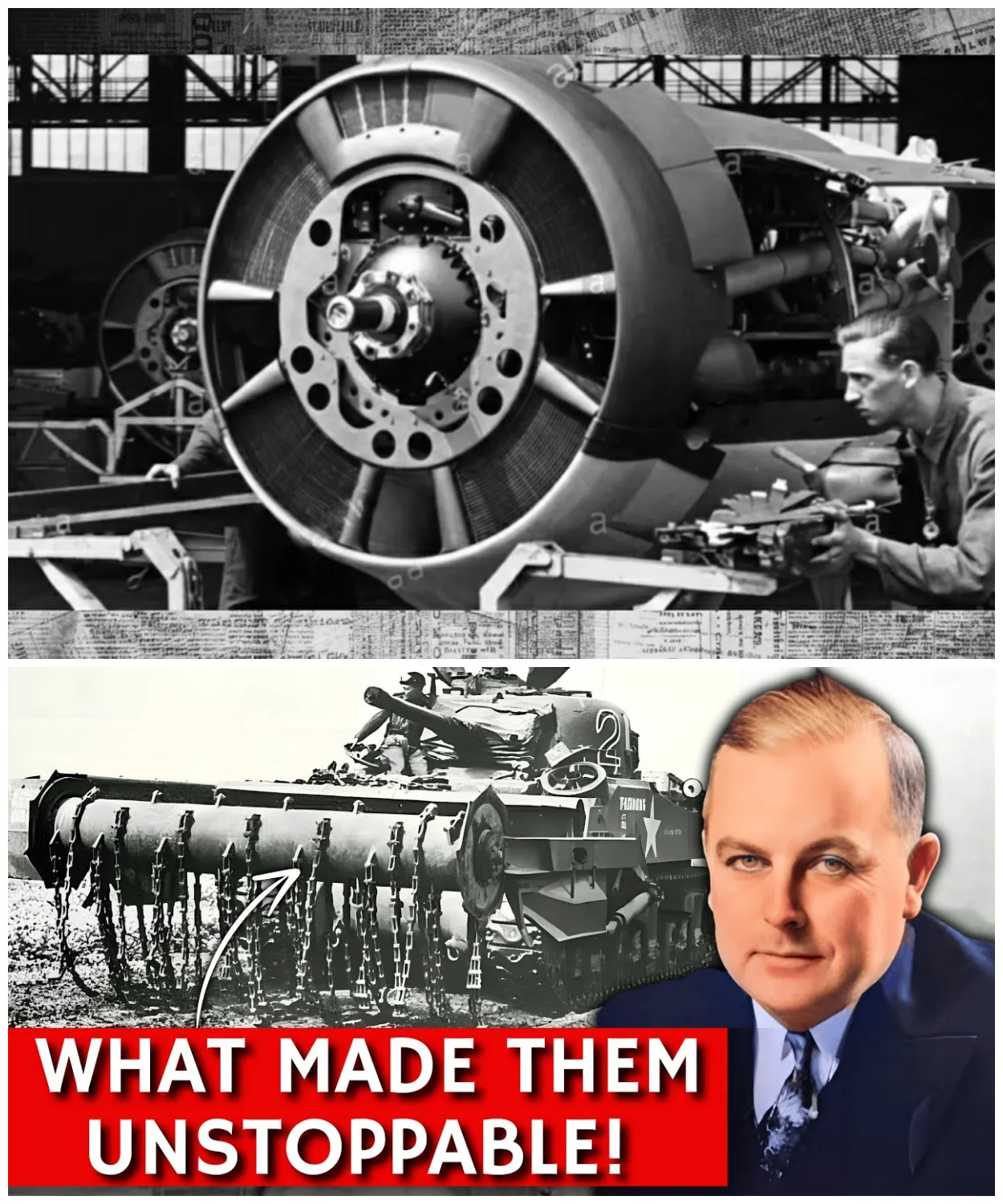
The North African desert was a furnace.
Temperatures soared past 120° F.
Sand infiltrated everything, araiding metal, clogging filters, destroying machinery.
The British 8th Army was fighting desperately against Owen RML’s Africa Corps, and they were losing.
Not just battles, they were losing their tanks.
British armor was plagued by mechanical failures.
The extreme heat and sand were murdering conventional ball bearings.
In normal conditions, ball bearings worked beautifully.
Tiny steel spheres rolling smoothly between races, reducing friction.
But in the desert, the bearings overheated.
Grease liquefied and leaked out.
Sand contaminated the remaining lubricant, turning it into grinding paste.
Bearings seized.
Transmissions locked up.
Tanks died in the middle of combat, becoming sitting targets for German anti-tank guns.
The problem was everywhere.
Tank tracks used hundreds of bearings at each link.
Engine components relied on precision bearings that couldn’t tolerate contamination.
Turret mechanisms needed smooth rotation under the weight of tons of armor and weaponry.
When bearings failed, the entire machine became useless.
British mechanics worked around the clock trying to keep armor operational, but they were fighting a losing battle against the environment.
The mechanical challenges were staggering.
A single tank contained hundreds of bearing surfaces.
The main gun turret rotated on a massive bearing ring that had to support multiple tons while allowing smooth, precise movement for targeting.
The transmission required dozens of bearings to handle the brutal shock loads of starting, stopping, and turning a 30 ton vehicle.
The engine accessories, generators, cooling fans, oil pumps, all depended on bearings that needed to function in an environment filled with sand, heat, and vibration.
German tanks face similar problems, but they had something the British didn’t.
Years of preparation.
The Vermacht had been preparing for desert warfare since the mid 1930s, testing equipment in controlled environments, developing specialized maintenance procedures.
Their tanks incorporated design features specifically intended to cope with sand and heat.
But even with preparation, RML’s forces struggled with mechanical reliability.
The desert was an equal opportunity destroyer of machinery.
British tank crews developed a grim understanding of their equipment’s limitations.
They learned to nurse failing transmissions, to recognize the sound of a bearing beginning to seize, to know exactly how far they could push a wounded machine before it died completely.
Tank commanders factored mechanical failure into their tactical planning, assuming a certain percentage of their force would be immobilized not by enemy fire, but by their own machinery betraying them at critical moments.
Then American tanks began arriving.
M3 Grants and M4 Shermans shipped across the Atlantic under the Lendley program.
These tanks performed differently in the desert.
They didn’t overheat as quickly.
Their mechanical reliability was noticeably better.
British tank crews who had been struggling with their own equipment were stunned by how well the American machines held up.
The secret was buried in components that nobody thought to examine closely.
Self-lubricating centered bearings, the technology that had started as a solution to a leaking clutch in a Chrysler sedan had found its way into American military equipment.
These bearings didn’t rely on external grease that could melt or leak.
The oil was locked inside the metal structure itself, protected from contamination, feeding onto bearing surfaces only when heat and friction demanded it.
American military planners had Gur recognized the potential of scinted metal technology years before the war.
Chrysler’s Amplex division, the subsidiary that manufactured oilike products, had been quietly supplying the military with specialized bearings for aircraft, ships, and vehicles.
When war production ramped up after Pearl Harbor, Amplex became a critical supplier.
They produced bearings for tank transmissions, aircraft control systems, ship propeller shafts, artillery mechanisms anywhere conventional bearings were failing under extreme conditions.
The statistics were staggering.
Amplex saved hundreds of thousands of machinist hours during the war by producing high precision cinwood products without waste.
Traditional bearings required extensive machining, cutting solid bronze into shape, generating massive amounts of scrap.
Sined bearings were formed to near final dimensions directly from powder, requiring minimal finishing work.
This meant faster production, less material waste, and components that could turn be manufactured by less experienced workers.
Critical advantages when experienced machinists were in short supply.
The production process was a true marvel of wartime efficiency.
Raw materials arrived as fine metal powders.
Workers mixed precise ratios of copper, tin, and graphite.
The powder was fed into hydraulic presses equipped with precision dyes.
Under pressures exceeding 40 tons per square in, the powder compressed into dense green compacts.
These compacts moved into enormous furnaces operating continuously, maintaining precise temperatures and carefully controlled atmospheres.
Theining process took hours, parts slowly heating, the tin melting and flowing between copper particles.
Afterining, bearings moved to sizing operations.
Then came oil impregnation.
Bearings loaded into vacuum chambers, air evacuated, oil introduced under pressure.
But the real value wasn’t in production efficiency.
It was in performance.
In the heat of North Africa, self-lubricating bearings kept American tanks moving when British and German equipment was breaking down.
Tank crews didn’t understand why their machines were more reliable.
They just knew they could push harder, fight longer, and make it back to base for refueling while enemy armor was stranded in the sand.
Aircraft mechanics discovered similar advantages.
Warplanes used bearings and control linkages, landing gear mechanisms, engine accessories, dozens of critical points where failure meant catastrophe.
Conventional bearings in aircraft required constant maintenance, regular greasing, careful inspection.
But centered bearings could be installed and forgotten.
They worked in conditions that would destroy standard equipment, high altitude cold, tropical humidity, salt spray over oceans.
Pilots flew missions in aircraft whose reliability depended on components most of them never knew existed.
Naval vessels faced even harsher conditions.
Saltwater corroded everything.
Conventionals bearings in ship machinery required constant attention, regular replacement, expensive maintenance.
Self-lubricating bearings resisted corrosion, operated reliably in wet environments, lasted longer between service intervals.
Destroyer crews running convoy escorts across the Atlantic didn’t have time for elaborate maintenance routines.
Equipment either worked or it didn’t.
Sined bearings worked.
By 1943, Amplex occupied a 5acre facility in Detroit with nearly 200,000 square ft of floor space.
The operation had expanded far beyond Calbria’s original clutch bearing problem.
They were producing specialized components for virtually every branch of the military.
Customdesed bearings for specific applications, materials engineered to handle extreme loads, temperatures, and environmental conditions.
The technology kept evolving.
Engineers discovered they could vary the procity by adjusting the process.
High paracity bearings with maximum oil content were perfect for high-speed light load applications like fractional horsepower motors.
Low paracity bearings with higher graphite content worked better for oscillating and reciprocating motion where building an oil film was difficult.
They created super oilite, an ironbased material that was harder and stronger than bronze, capable of handling higher loads at slower speeds.
Meanwhile, ball bearing and production had become a critical strategic target.
Germany’s bearing industry concentrated in the city of Schweinfford was subjected to devastating Allied bombing raids.
The Americans recognized that ball bearings were a choke point in German war production.
Without bearings, tanks couldn’t move, aircraft couldn’t fly, submarines couldn’t operate.
The 8th Air Force launched massive daylight raids on Schweinfoot in August and October of 1943, suffering horrific losses, but temporarily destroying a significant portion of the German bearing production capacity.
The irony was that while both sides fought desperately over ball bearing factories, American forces were increasingly relying on a completely different technology.
Cint redid bearings couldn’t replace ball bearings in every application.
They weren’t suitable for extremely high speeds or the heaviest loads.
But for thousands of applications where conventional bearings were failing, where maintenance was difficult, where environmental conditions were extreme, the metal sponge Carl Brier had invented was quietly winning the war.
Sweden, neutral in the conflict, became a bizarre battlefield in the bearing war.
The Swedish company SKF produced highquality bull bearings that both Germany and Britain desperately needed.
British intelligence organized daring operations to smuggle Swedish bearings across German occupied Norway.
Flying to Havland Mosquito aircraft painted in civilian colors on what became known as the ballbearing run.
These flights transported critical bearing supplies to England while Swedish factories simultaneously sold to Germany.
It was estimated that 58% of German ball bearings came from Sweden, while Britain received 31% of its supply from the same source.
But American forces weren’t caught in this desperate scramble.
They had an alternative.
Powder metal urgy plants across the United States were churning out millions of self-lubricating bearings using technology that was difficult to bomb, easy to scale, and didn’t require the extreme precision machining that made ball bearings so difficult to produce.
When conventional bearing supplies were disrupted, American equipment kept running.
The impact extended beyond the battlefield.
Industrial production on the home front relied heavily on bearings.
Factories manufacturing tanks, aircraft, ammunition, ships, everything needed to win the war all depended on machinery filled with bearings.
Every production delay caused by bearing failures meant fewer weapons reaching the front lines.
Self-lubricating bearings in factory equipment reduced maintenance downtime, increased production reliability, and freed up skilled machinists for more critical work.
After the war ended in 1945, many assumed Cintid bearing technology would become obsolete.
The jet age was beginning.
Frank Whittle’s revolutionary jet engines didn’t need propellers or the complex mechanical systems that had driven piston-powered aircraft.
Surely the future would be high-tech, sophisticated, beyond the need for simple metal sponges impregnated with oil.
But physics doesn’t care about assumptions.
Jets were fast.
But they were incredibly thirsty for fuel.
For cargo transport, short hall flights, regional aviation, anything where fuel efficiency mattered more than raw speed.
Propeller-driven aircraft remained essential.
And those aircraft needed reliable bearings in harsh environments.
Engineers took jet engines and bolted propellers to the front, creating turborops.
The result was aircraft like the C130 Hercules, workh horses that have been flying for over half a century.
And inside their systems, descendants of Colri’s invention continue working.
The technology spread into industries nobody had anticipated.
Home appliances, washing machines, refrigerators, fans, all filled with small electric motors running self-lubricating bearings.
business machines, copers, printers built around mechanisms that needed to operate reliably for years without maintenance.
Medical equipment, imaging machines, surgical tools, devices where failure could cost lives, construction equipment, agricultural machinery, industrial robots, anywhere engineers needed components that worked in dirty, hostile environments without constant attention.
By the 1990s, the original Amplex division had been sold and resold, merged and rebranded, finally becoming part of the world’s largest powder metal component manufacturer.
But their fundamental technology remained unchanged.
Modern Cintid bearings use computer controls and advanced material science, but the basic principle is identical to what Sherwood and Caukins developed in that Detroit laboratory in 1927.
The numbers tell the story.
In 1930, Chrysler sold half a million oilite bearings.
Today, the powder metal energy industry produces billions of Cintad components annually, valued at billions of dollars.
Nearly a century after Carla stared at that impossible problem under a Chrysler sedan, his solution is still solving problems.
Think about what actually happened here.
An engineer facing a mundane problem, oil leaking into car clutch, refused to accept that the problem was unsolvable.
He assembled a team of specialists.
They combined ancient techniques with modern understanding of metallurgy.
They created something that violated conventional wisdom.
And that invention, born from automotive frustration, ended up influencing the outcome of the largest war in human history.
This is how technology actually advances.
Not through dramatic breakthroughs in isolation, but through persistent problem solving that creates unexpected solutions.
Solutions that find applications nobody predicted.
The self-lubricating bearing didn’t win World War II by itself.
Wars are won by logistics, strategy, courage, sacrifice, countless factors.
But when American tanks kept running in the North African desert while enemy armor broke down, when aircraft flew missions without bearing failures, when production lines ran without maintenance delays, a piece of metal invented to fix a leaking clutch was quietly doing its part.
Carl Brier died in 1970, largely unknown outside automotive engineering circles.
William Sherwood died even earlier in 1933, just 3 years after his invention reached production.
Neither man became famous.
History books focus on generals and politicians, on battles and treaties.
They rarely mention the engineers who solved problems that made victory possible.
But walk into any factory, any machine shop, any industrial facility.
Look at the motors, the pumps, the conveyor, the machinery that keeps modern civilization running.
Inside those machines, hidden from view are bearings that carry their own oil.
Metal sponges that would have seemed impossible to engineers 100 years ago.
And every single one traces back to a frustrated engineer in Detroit who refused to accept that a problem had no solution.
The British knew this, even if they didn’t say it publicly.
When Lendley shipments of American tanks arrived in Egypt, British mechanics examined them carefully, looking for the secret of their reliability.
They found better engines, superior armor layout, more effective weapons.
But they also found hundreds of small components that worked differently, better bearings that didn’t fail, seals that didn’t leak, parts that had been engineered not just for performance, but for survival in hostile conditions.
American engineering during World War II gets remembered for the dramatic achievements.
The Manhattan Project, radar, proximity fuses, mass production of the Liberty ships and B24 bombers.
These were extraordinary accomplishments.
But wars are also won by the accumulation of small advantages.
Better logistics, more reliable equipment, components that keep working when everything else fails.
In the archives of the Chrysler Corporation, buried in boxes of technical documents are the original patents for the centered bronze bearing.
The language is dry, technical, written for patent examiners and engineers.
There’s no mention of tanks or aircraft or saving lives.
Just careful descriptions of powder composition, temperatures, vacuum impregnation procedures.
Reading those documents, you’d never guess you were looking at technology that would help change the world.
That’s the nature of engineering.
The dramatic stories, the brilliant insights, those are real.
But they’re rare.
Most progress comes from solving mundane problems well.
from refusing to accept that something can’t be done.
From taking a failure like GM’s crumbling graphite bearing and asking what would happen if you change just one variable.
Carl Brier changed the temperature.
William Sherwood controlled the atmosphere.
Bill Kulkins perfected the metal mixture.
Together they created metal that was simultaneously strong and porous, rigid and absorbent, permanent and self-maintaining.
A paradox made real through careful engineering.
Today, if you tear apart an electric motor, you’ll find bearings that look like simple bronze sleeves.
Unremarkable, ordinary.
But if you could examine them under a microscope, you’d see a universe of interconnected pores filled with oil.
A three-dimensional maze of passages and chambers that feeds lubricant to the surface exactly when and where it’s needed.
You’d see engineering that has outlasted the engineers who created it.
This is the forgotten invention.
not forgotten because it failed, but because it succeeded so completely it became invisible.
We don’t think about bearings.
We don’t wonder why our appliances run for years without maintenance.
Why industrial equipment operates in conditions that would have destroyed machinery a century ago.
Why military vehicles can fight in deserts and jungles and arctic wasteland at constant mechanical attention.
We don’t think about it because the engineers solved the problem.
They built reliability into the metal itself.
They created components that work so well we can ignore them.
And in doing so, they demonstrated something profound about technology and progress.
The best engineering is invisible.
It’s the bridge that doesn’t collapse.
The aircraft that doesn’t crash, the machine that works so consistently we forget it’s even there.
Carla’s clutch bearing was supposed to be invisible, buried deep in the Chrysler drivetrain where nobody would see it.
Instead, it became invisible by working so perfectly that nobody needed to think about it.
That 1927 problem, oil seeping into a clutch mechanism, seems trivial compared to tanks in the desert or aircraft over the Atlantic.
But every great achievement starts with someone refusing to accept a small failure.
Brier could have redesigned the clutch location, moved the bearing to an accessible position, made it easier to service.
that would have solved the immediate problem.
Instead, he invented a bearing that didn’t need servicing.
He solved not just his problem, but thousands of problems nobody had encountered yet.
When American tank crews in North Africa opened the throttle and their machines responded when mechanics examined transmissions after brutal combat and found bearings still functioning perfectly.
When production supervisors in Detroit factories checked machinery that had run for months without maintenance, they were benefiting from a solution to a problem they never knew existed.
The self-lubricating bearing is still evolving.
Modern material science has created new alloys, new cining techniques, new ways to control paracity and oil distribution.
But the fundamental principle remains Carl Brier’s insight from 1927.
You can build metal that is simultaneously solid and porous.
You can create components that maintain themselves.
You can engineer reliability into the material itself.
Nearly a century later, that insight is still changing the world, one invisible bearing at a time.
News

A Single Dad Helped a Deaf Woman at the Airport — He Had No Idea Her Daughter Was a CEO!..
I was standing in the middle of one of the busiest airports in the country, surrounded by hundreds of people rushing to their gates, dragging suitcases, staring at their phones, completely absorbed in their own little worlds. And in the middle of all that chaos, there was this older woman, elegantly dressed, silver hair pinned […]
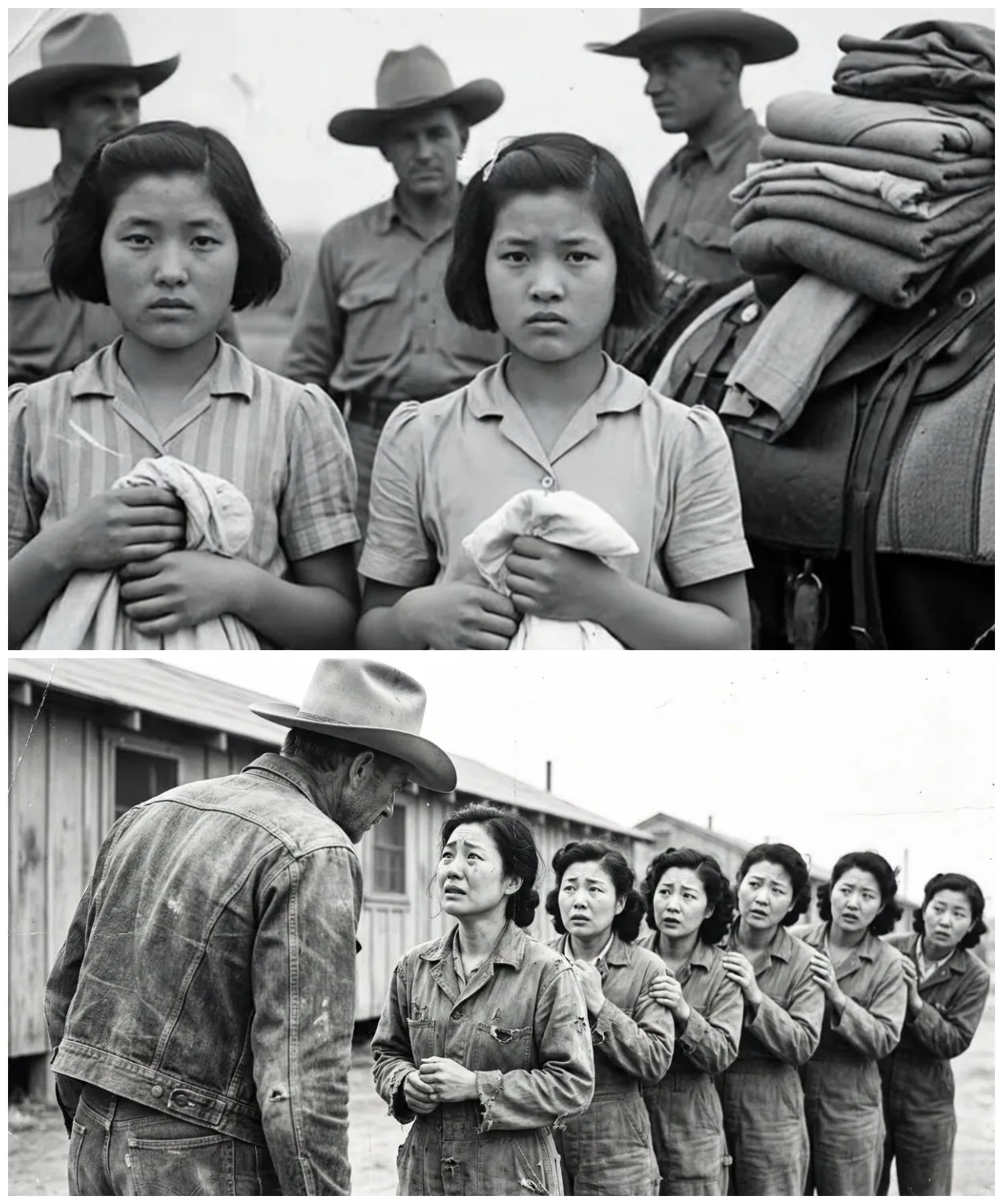
“They Made Us Line Up.” What Cowboys Did Next Left Japanese Comfort Girls POWs Shocked
They were told they would be stripped, punished, paraded. Instead, they were told to line up and handed dresses. The boots of the guards thudded softly against dry Texas soil as the sun climbed higher. A line of exhausted Japanese women stood barefoot in the dust, their eyes hollow, their uniforms torn. They had once […]
“They Made Us Line Up.” What Cowboys Did Next Left Japanese Comfort Girls POWs Shocked – Part 2
Another girl flinched when a medic approached her with a stethoscope. She covered her chest with both arms. Trembling, the medic froze, then slowly knelt down and placed the stethoscope against his own heart, tapping it twice, and smiled. She didn’t smile back, but she let him listen. One girl had a bruised wrist, deep […]
“They Made Us Line Up.” What Cowboys Did Next Left Japanese Comfort Girls POWs Shocked – Part 3
The field where they had learned to laugh again, the post where someone always left tea, the porch where banjos had played. And the men, the cowboys, the medics, the guards, they stood watching, hats in hand. Not victors, not jailers, just men changed, too. Because the truth was the war had ended long ago. […]
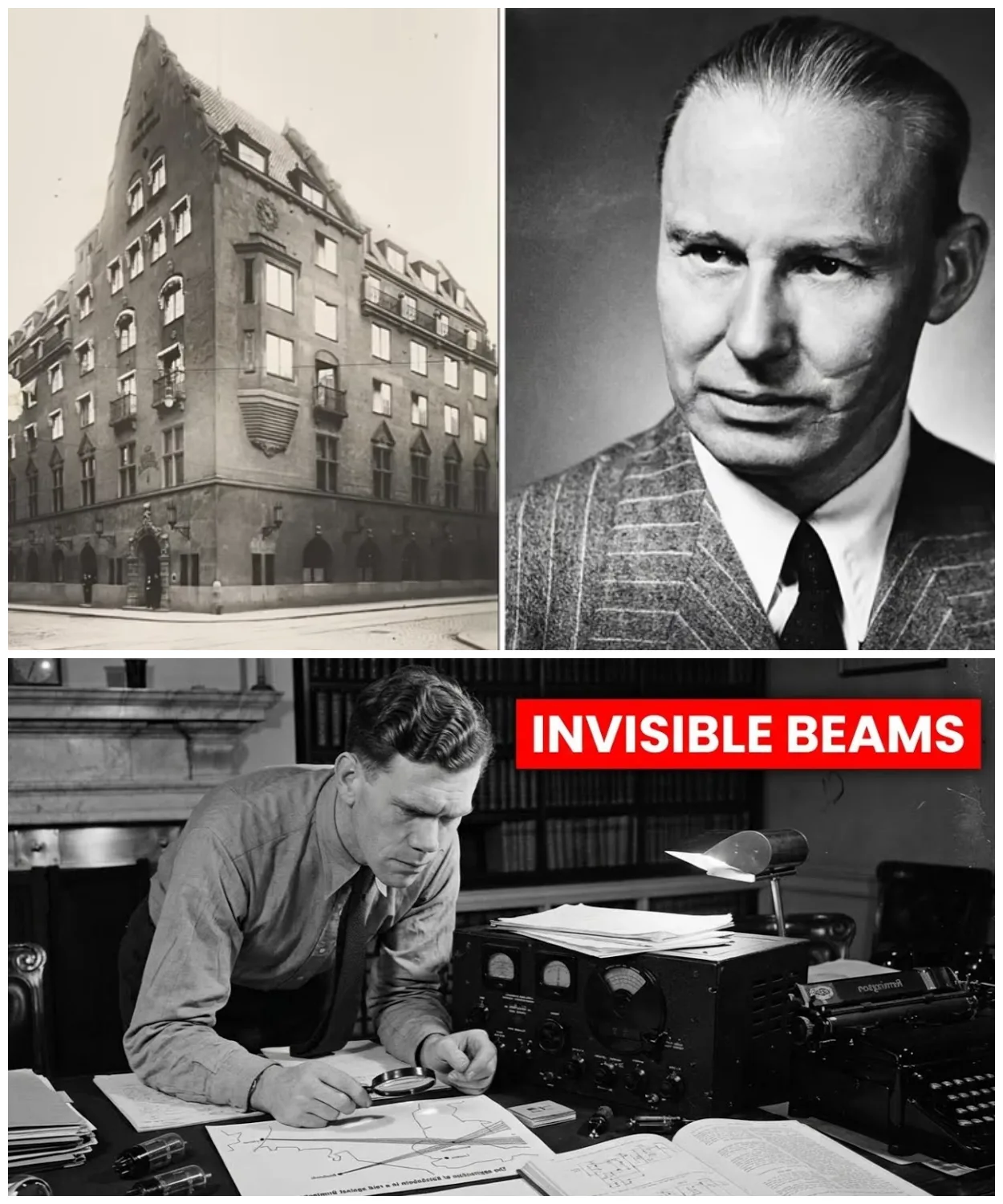
He Found Germany’s Invisible Weapon — At Age 28, With a $20 Radio
June 21st, 1940. 10 Downing Street, the cabinet room. Reginald Victor Jones arrives 30 minutes late to a meeting already in progress. He’s 28 years old, the youngest person in the room by decades. Winston Churchill sits at the head of the table, 65, prime minister for 6 weeks. Around him, Air Chief Marshall Hugh […]
He Found Germany’s Invisible Weapon — At Age 28, With a $20 Radio – Part 2
She memorizes them near photographic memory. Her September 1943 WTEL report identifies Colonel Max Waktell, gives precise operational details, maps planned launch locations from Britney to the Netherlands. When Jones inquires about the source, he’s told only one of the most remarkable young women of her generation. Rouso is arrested in April 1944. Survives three […]
End of content
No more pages to load